


В днешно време телевизорите и мониторитe с електроннолъчева тръба (CRT, cathode ray tube, електроннолъчева тръба, кинескоп) се използват твърде малко и са обгрижвани само от тесен кръг любители на ретротехнологиите или просто хора, привърженици на тезата за (например) по-доброто цветопредаване, което "сандъците" имат в сравнение с "дъските". Но както често се случва в историята на техниката, старата и (полу)забравена технология е интересна за изучаване. Тя може не само да ни даде формалното знание "как е било преди това", а и защото е забележителен съвсем не простият процес, по който кинескопите се появяват на бял свят.
Тази статия ще ни отведе в 50-те години, когато производството на черно-бели електроннолъчеви тръби е в разгара си, а те имат най-широко приложение – от обикновени видеотерминали, през телевизори, та до осцилографни тръби. Трябва да отбележим, че важи същият принцип, който сме виждали и при технологичния процес а други детайлни изработки в електрониката – където не се извършва от производствени машини, пипкавата работа обикновено се прави от ръцете на дами. Може би защото докосват по-прецизно, кой знае?
Както знаем, екранът на кинескопа отвътре е покрит с луминофор - вещество, което свети при бомбардирането му с електрони. Технологическият процес съдържа следните операции: нанасяне на луминофора; обработване на екрана; изработване на електродната система; оформяне на стъкления балон; обработване на кинескопа на каруселно устройство; краен монтаж и проверка.

Нанасяне на луминофора
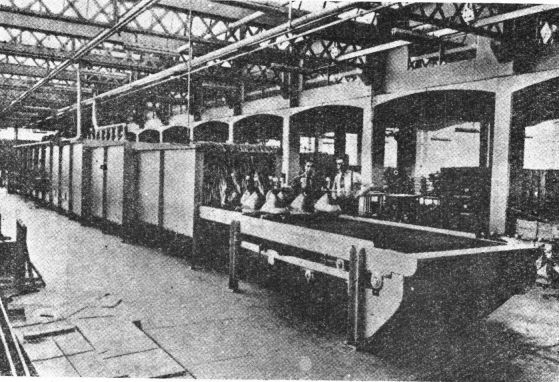
Стъклените балони тук имат пирамидална форма с правоъгълен екран и се изработват като при катодните тръби, но имат значително по-големи размери. Балоните идват от стъклообработвателния цех и преминават в непрекъсната поточна лента из завода Височината на помещенията е около 7,5 м поради големите размери на работните машини и за да се получат подходящи климатични условия за работа.
Най-напред балоните се почистват грижливо в каруселен автомат с 12 положения и диаметър около 3 м. Всеки балон се промива многократно със силна струя от 10 % разтвор на флуороводородна киселина. Киселинните остатъци се измиват основно с чиста вода. После се налива белосветещ луминофор и се оставя да се утаи на дъното на балона. За тази цел се използва воден разтвор на сместа. Чрез впръскване на специален електролит се отделя силициева киселина и постепенно се утаява заедно с луминофора на дъното на балона. Силициевата киселина бързо старее и се втвърдява, като свързва луминофора към екрана на балона. Останалата отгоре течност се излива и покритият с луминофор балон се изсушава. Всичко това се провежда на т.н. каруселна маса с 18 положения (фиг. 3). Спазва се особено голяма чистота, тъй като дори следи от чужди примеси повреждат луминофора и могат да предизвикат петна по екрана.
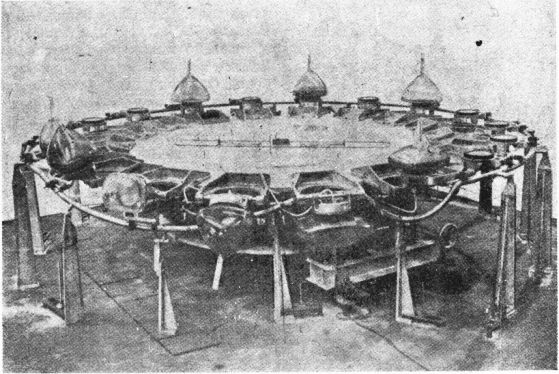
Фиг. 3
В това видео (от 3:45 нататък) можете да видите производствен процес във фабрика на Philips, макар тук да става дума за 1969 г. и цветни кинескопи:
Обработване на екрана
При кинескопите върху задната страна на луминофора се поставя обикновено тънко покритие от алуминиев отражател, за да се подобри контрастът и да се предотвратят повреди на слоя от остатъчни йони. Кинескопите със 110° ъгъл на отклонение на електронния лъч нямат йонен уловител и затова при тях отражателят е по-дебел, но яркостта не намалява. Необходимата гладка повърхност се постига, като върху луминофора се изпъва пластмасово фолио с дебелина няколко микрона. За целта в балона се налива чиста вода и се капва лаков разтвор, който се разпростира върху водната повърхност. Лаковият разтворител се изпарява и се получава твърда лакова кожица. Тогава водата под нея се изсипва и лаковият слой прилепва гладко върху луминофора. После върху лаковото фолио се изпарява алуминий. За това се използва пак каруселна машина с вградени съоръжения за изпомпване и изпаряване. Накрая слоевете в балона се загряват в тунелна пещ с дължина около 30 м при 380° С. После балоните отново бавно и равномерно се охлаждат. Загряването премахва следите от влага и замърсявания, като подобрява сцеплението на луминофора.
Изработване на електродната система
Електродите се монтират на пресована стъклена основа, както при катодните тръби. При кинескопите 110° електродната система е тетродна и е намалена спрямо предните типове, понеже при тях липсва йонен уловител и предфокусиращ електрод (електростатично отклонение чрез единична лупа).
Оформяне на стъкления балон
Поначало кинескопният телевизор/монитор и т.н. има един недостатък – колкото по-голям е екранът, толкова по-голям трябва да бъде кинескопът, при това във всички посоки.. При по-късните конструкции значително се намаляват размерите им. На долната илюстрация сполучливо е показано това намаление на размера според увеличаването ъгъла на отклонение на лъча. В тази епоха екранът на балона е правоъгълен с отношение на страните 3:4 за кинескопи 90° с диагонал 43 см и 4:5 за кинескопи 110° с диагонал 43, 53 и 61 см.
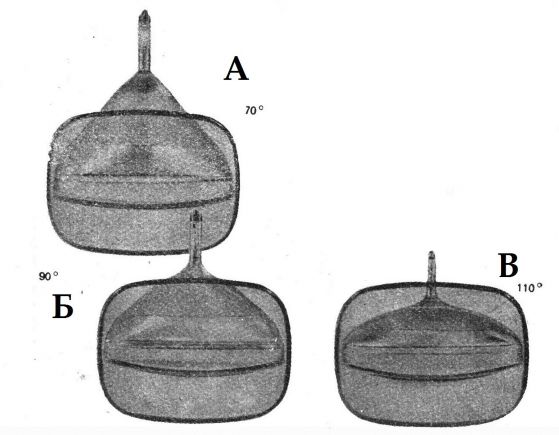
Увеличеният ъгъл на отклонение при 110° създава опасност електронният лъч да засегне зоната от гърлото към конуса на балона. Тогава е възможно да се получи засенчване или да разсветляване на образа (чрез отразени електрони). Това се избягва чрез параболично издуване на балона в тази преходна зона. Издуването на екранното стъкло също е по-голямо от предните типове кинескопи. Това позволява намаляване дебелината на стъклото и теглото на кинескопа, като се постига и необходимата якост. По-голямата екранна издутост дава възможност за по-голяма точкова яснота и по краищата на образа.
Ако сте се уморили, Ви предлагаме да изплакнете очите с втората част на видеоматериала, отнасящ се за цветните кинескопи на Philips A63-11X:
Балоните за кинескопи са обемисти, тежки и крехки, поради което се обработват много внимателно Гърлото на балона се заварява към стъкленото дъно на електродната система. Диаметърът на гърлото за кинескоп 90° е около 36,5 мм, а при кинескопи 110° — около 28,6 мм. От намаляване на диаметъра се получава по-голяма концентрация на отклонителното поле и средната точка на отклонение се премества по-напред,за да се избегне засенчване. При кинескопи 110°, произвеждани в началото на 60-те години, гърлото не се заварява непосредствено в конусния край на балона, а при изработката му се запресова прецизно пасована параболична част. Самото гърло се запресова чак на цилиндричния край на тази част. Точното спазване на вътрешните и външните контури в областта гърло-конус поставя високи изисквания при производство на балона. Големият ъгъл на отклонение изисква отлично центриране на електронния лъч, понеже допълнителните корекции водят винаги до дефекти в образа. Заваряването между конус и гърло става далеч зад средния отклонителен пункт, така че слабите удебелявания на стената от заварката не оказват никакво влияние на сигурността срещу засенчване на образа. Заваряването на балона към електродната система става на каруселен автомат (фиг. 5). Електродните системи (вляво) са покрити с плик срещу запрашване.

Фиг. 5
Обработване на кинескопа на каруселно устройство
Идеален вакуум не съществува, но от кинескопа все пак трябва да се изпомпат газовете. След монтирането на балона кинескопите са готови за изпомпване. Тъй като обемът на изпомпваните газове тук е хиляди пъти по-голям, отколкото при обикновените лампи, изпомпването трае значително по-дълго време. Помпената инсталация се състои от редица отделни позиции за изпомпване във вид на поточна лента, която преминава през високочестотна тунелна пещ с дължина около 20 м. Всеки кинескоп се обслужва от самостоятелно изпомпващо устройство, оформено като количка. Общо 84 такива устройства с поставени върху тях кинескопи преминават на разстояние 0,65 м по затворен овален път през пещта (фиг. 6). По време на изпомпването балоните за втори път основно се обезгазяват, частите на електродната система се загряват с висока честота и катодът се формира. Тунелната пещ има нагревателни зони с различна температура, за да могат балоните да се загреят и охладят равномерно. Така се избягват вътрешни напрежения и спуквания. После се заваряват тръбичките за изпомпване и гетерът се изпарява с висока честота.
 Фиг. 6
Фиг. 6
Краен монтаж и проверка
На готовите кинескопи с магнитно отклонение се нахлузват отклонителни и фокусираща бобини. В САЩ са използвани предимно седловидни бобини за хоризонтално и вертикално отклонение, но в Европа такива бобини са предпочитани само за хоризонтално отклонение, а за вертикално — навити направо върху пръстена тороидални бобини. Така се постига благоприятен компромис между сигурността срещу засенчване и чувствителността. Цокълът на повечето кинескопи има никелови щифтове, които са прекарани през стъклена капка в дъното на електродната система.
След монтиране на цокъла кинескопите се проверяват електрически и оптически на специални измерителни устройства. Измерват се стойностите на токове, напрежения, катодният лъч, яркостта на екрана и засенчването.
Антон Оруш, Sandacite.bg – https://www.sandacite.bg
Източници:
Украина, Львов: завод «Кинескоп» - http://gur-ar.livejournal.com/82273.html
How cathode-ray tube is made - http://www.madehow.com/Volume-2/Cathode-Ray-Tube.html
Пароль, Н. Кинескопы. Справочное пособие. Москва. Радио и связь, 1984.
Власов, В. Електровакуумни прибори. София. Наука и изкуство, 1955.
Илиев, М., А. Петров. Слаботокова електротехнология. София. Техника, 1953.



















Коментари
Моля, регистрирайте се от TУК!
Ако вече имате регистрация, натиснете ТУК!
21919
1
11.12 2016 в 04:40
Последни коментари
YKoshev
Престижна награда от БАН спечели главният редактор на НаукаOFFNews
Johnny B Goode
Престижна награда от БАН спечели главният редактор на НаукаOFFNews
Gunteer
Престижна награда от БАН спечели главният редактор на НаукаOFFNews
Християнин
Това е кралят на тиквите: Тиквата му тежи над един един тон
dolivo
Сахара очаква 75% увеличение на валежите до 2100 г.