


–ē–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł —Ā–Ķ –Ĺ–į—Ä–ł—á–į—ā –ĺ—Č–Ķ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ĺ-–≤–į–ļ—É—É–ľ–Ĺ–ł —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–į –ł–Ľ–ł –Ņ—Ä–ł–Ī–ĺ—Ä–ł. –ü—Ä–ł —ā—Ź—Ö –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į —Ā–ł—Ā—ā–Ķ–ľ–į –Ķ –Ņ–ĺ–ľ–Ķ—Ā—ā–Ķ–Ĺ–į –≤ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ –ł–Ľ–ł –ľ–Ķ—ā–į–Ľ–Ķ–Ĺ –Ī–į–Ľ–ĺ–Ĺ, –ĺ—ā –ļ–ĺ–Ļ—ā–ĺ –≤—ä–∑–ī—É—Ö—ä—ā —Ā–Ķ –ł–∑–Ņ–ĺ–ľ–Ņ–≤–į –ī–ĺ 10-8 ‚ÄĒ 10-7 –ľ–ľ –∂–ł–≤–į—á–Ķ–Ĺ —Ā—ā—ä–Ľ–Ī. –ü—Ä–ĺ–ľ–ł—ą–Ľ–Ķ–Ĺ–ĺ—ā–ĺ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł –∑–į–Ņ–ĺ—á–Ĺ–į–Ľ–ĺ –Ņ—Ä–Ķ–∑ –≤—ā–ĺ—Ä–ĺ—ā–ĺ –ī–Ķ—Ā–Ķ—ā–ł–Ľ–Ķ—ā–ł–Ķ –Ĺ–į –•–• –≤–Ķ–ļ, –Ņ–ĺ—á—ā–ł –≤–Ķ–ī–Ĺ–į–≥–į —Ā–Ľ–Ķ–ī –ļ–į—ā–ĺ –Ī–ł–Ľ–ĺ –ĺ—Ā—ä–∑–Ĺ–į—ā–ĺ –Ņ—Ä–Ķ–ī–ł–ľ—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į –≤–į–ļ—É—É–ľ–į –≤ —ā—Ź—Ö.
–ě—ā–Ĺ–į—á–į–Ľ–ĺ —ā–Ķ –Ī–ł–Ľ–ł –≥—Ä—É–Ī–ł, —ā–Ķ–∂–ļ–ł, —Ā –≥–ĺ–Ľ–Ķ–ľ–ł —Ä–į–∑–ľ–Ķ—Ä–ł –ł –Ĺ–Ķ –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–ĺ –ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–ł. –° —É—Ā—ä–≤—ä—Ä—ą–Ķ–Ĺ—Ā—ā–≤–į–Ĺ–Ķ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź—ā–į –Ĺ–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ –ł–ľ –ł –Ņ–ĺ–≤–ł—ą–į–≤–į–Ĺ–Ķ –Ĺ–į –ł–∑–ł—Ā–ļ–≤–į–Ĺ–ł—Ź—ā–į –ļ—ä–ľ —ā—Ź—Ö –Ľ–į–ľ–Ņ–ł—ā–Ķ –∑–į–Ņ–ĺ—á–Ĺ–į–Ľ–ł –Ī—ä—Ä–∑–ĺ –ī–į –Ĺ–į–ľ–į–Ľ—Ź–≤–į—ā —Ä–į–∑–ľ–Ķ—Ä–ł—ā–Ķ —Ā–ł –Ņ—Ä–ł —É–≤–Ķ–Ľ–ł—á–Ķ–Ĺ–ł –ļ–į—á–Ķ—Ā—ā–≤–į –ł –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā.
–í —ā–į–∑–ł —Ā—ā–į—ā–ł—Ź —Ā–į –ī–į–ī–Ķ–Ĺ–ł —Ā–≤–Ķ–ī–Ķ–Ĺ–ł—Ź –∑–į –ĺ—Ā–Ĺ–ĺ–≤–Ĺ–ł—ā–Ķ –ļ–ĺ–ľ–Ņ–ĺ–Ĺ–Ķ–Ĺ—ā–ł –Ĺ–į –Ķ–ī–Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–į –Ľ–į–ľ–Ņ–į, –∑–į –ľ–į—ā–Ķ—Ä–ł–į–Ľ–ł—ā–Ķ –ł–ľ, –Ĺ–į—á–ł–Ĺ–į –Ĺ–į –ł–∑—Ä–į–Ī–ĺ—ā–ļ–į—ā–į –ł –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–Ķ–Ĺ–ł—Ź —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—á–Ķ–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā. –ü–ĺ–Ĺ–į—á–į–Ľ–ĺ –∑–į –∑–Ľ–į—ā–Ĺ–ł –≥–ĺ–ī–ł–Ĺ–ł –Ĺ–į —ā–į–∑–ł –Ņ—Ä–ĺ–ľ–ł—ą–Ľ–Ķ–Ĺ–ĺ—Ā—ā —Ā–Ķ —Ā–ľ—Ź—ā–į—ā 40-—ā–Ķ –ł 50-—ā–Ķ –≥–ĺ–ī–ł–Ĺ–ł –Ĺ–į –•–• –≤–Ķ–ļ, –∑–į—ā–ĺ–≤–į –ł —ā–Ķ–ļ—Ā—ā—ä—ā –ĺ—ā—Ä–į–∑—Ź–≤–į –Ņ—Ä–Ķ–ī–ł –≤—Ā–ł—á–ļ–ĺ —ā–ĺ–≥–į–≤–į—ą–Ĺ–ł—ā–Ķ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—á–Ĺ–ł –Ņ—Ä–ĺ—Ü–Ķ—Ā–ł (–ĺ—Ā–≤–Ķ–Ĺ –≤ —Ā–Ľ—É—á–į–ł—ā–Ķ, –ļ–ĺ–≥–į—ā–ĺ –Ķ –Ņ–ĺ—Ā–ĺ—á–Ķ–Ĺ–ĺ –ī—Ä—É–≥–ĺ).
–°—ā—ä–ļ–Ľ–Ķ–Ĺ–ł —á–į—Ā—ā–ł
–í –Ķ–Ņ–ĺ—Ö–į—ā–į –Ĺ–į —Ä–į–∑—Ü–≤–Ķ—ā–į –Ĺ–į –Ľ–į–ľ–Ņ–ĺ–≤–į—ā–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–ł–ļ–į —Ā—ā—ä–ļ–Ľ–ĺ—ā–ĺ –Ķ –ĺ—Ā–Ĺ–ĺ–≤–Ĺ–ł—Ź—ā –ľ–į—ā–Ķ—Ä–ł–į–Ľ –≤ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł, –Ļ–ĺ–Ĺ–Ĺ–ł –ł —Ā–Ņ–Ķ—Ü–ł–į–Ľ–Ĺ–ł –Ľ–į–ľ–Ņ–ł. –Ę–ĺ–≤–į —Ā–Ķ –ī—ä–Ľ–∂–ł –Ĺ–į –ī–ĺ–Ī—Ä–ł—ā–Ķ –ľ—É –ļ–į—á–Ķ—Ā—ā–≤–į –ł —Ā—Ä–į–≤–Ĺ–ł—ā–Ķ–Ľ–Ĺ–ĺ –Ľ–Ķ–ļ–į –ĺ–Ī—Ä–į–Ī–ĺ—ā–ļ–į. –í –∑–į–≤–ł—Ā–ł–ľ–ĺ—Ā—ā –ĺ—ā –Ņ—Ä–Ķ–ī–Ĺ–į–∑–Ĺ–į—á–Ķ–Ĺ–ł–Ķ—ā–ĺ –Ĺ–į –Ľ–į–ľ–Ņ–į—ā–į (–Ņ—Ä–ł–Ķ–ľ–Ĺ–į, –Ņ—Ä–Ķ–ī–į–≤–į—ā–Ķ–Ľ–Ĺ–į, —É—Ā–ł–Ľ–≤–į—ā–Ķ–Ľ–Ĺ–į, –ĺ—Ā—Ü–ł–Ľ–ĺ–≥—Ä–į—Ą–Ĺ–į, –Ņ—Ä–ĺ–∂–Ķ–ļ—Ü–ł–ĺ–Ĺ–Ĺ–į –Ľ–į–ľ–Ņ–į, —Ä–Ķ–Ĺ—ā–≥–Ķ–Ĺ–ĺ–≤–į —ā—Ä—ä–Ī–į...) —Ā—ā—ä–ļ–Ľ–ĺ—ā–ĺ –Ĺ–į –Ī–į–Ľ–ĺ–Ĺ–į –ľ–ĺ–∂–Ķ –ī–į –Ķ –ł–∑–≥–ĺ—ā–≤–Ķ–Ĺ–ĺ —Ā —Ä–į–∑–Ľ–ł—á–Ĺ–ł —Ö–ł–ľ–ł—á–Ĺ–ł –Ķ–Ľ–Ķ–ľ–Ķ–Ĺ—ā–ł –ł —ā–Ķ—Ö–Ĺ–ł —Ā—ä–Ķ–ī–ł–Ĺ–Ķ–Ĺ–ł—Ź.
–ü–ĺ-–ľ–į–Ľ–ĺ–Ī—Ä–ĺ–Ļ–Ĺ–ł —Ā–į —Ā–Ķ—Ä–ł–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł —Ā –ľ–Ķ—ā–į–Ľ–Ķ–Ĺ –Ī–į–Ľ–ĺ–Ĺ (–ĺ—ā –Ĺ–Ķ—Ä—ä–∂–ī–į–Ķ–ľ–į —Ā—ā–ĺ–ľ–į–Ĺ–į) ‚Äď –Ĺ–į–Ņ—Ä. –į–ľ–Ķ—Ä–ł–ļ–į–Ĺ—Ā–ļ–į—ā–į –Ľ–į–ľ–Ņ–į 6–ź–°7, –∑–į –ļ–ĺ—Ź—ā–ĺ —Č–Ķ —Ā—ā–į–Ĺ–Ķ –ī—É–ľ–į –Ņ–ĺ-–ī–ĺ–Ľ—É.
–í—ä–Ĺ—ą–Ĺ–ĺ—ā–ĺ –ĺ—Ą–ĺ—Ä–ľ–Ľ–Ķ–Ĺ–ł–Ķ (–Ī–į–Ľ–ĺ–Ĺ—ä—ā) –ł –≤—ä—ā—Ä–Ķ—ą–Ĺ–ĺ—ā–ĺ —Ā–≤—ä—Ä–∑–≤–į–Ĺ–Ķ (–ł–∑–ĺ–Ľ–į—Ü–ł—Ź—ā–į –Ĺ–į –ł–∑–≤–ĺ–ī–ł—ā–Ķ) –≤ –Ņ–ĺ–≤–Ķ—á–Ķ–≥–ĺ –Ņ—Ä–ł–Ķ–ľ–Ĺ–ĺ-–Ņ—Ä–Ķ–ī–į–≤–į—ā–Ķ–Ľ–Ĺ–ł, —É—Ā–ł–Ľ–≤–į—ā–Ķ–Ľ–Ĺ–ł –ł —ā–ĺ–ļ–ĺ–ł–∑–Ņ—Ä–į–≤–ł—ā–Ķ–Ľ–Ĺ–ł –Ľ–į–ľ–Ņ–ł —Ā–Ķ –Ņ—Ä–į–≤—Ź—ā –ĺ—ā —Ā—ā—ä–ļ–Ľ–ĺ. –ó–į —ā–Ķ–Ľ–Ķ–≤–ł–∑–ł–ĺ–Ĺ–Ĺ–ł —ā—Ä—ä–Ī–ł, —Ą–ĺ—ā–ĺ–ļ–Ľ–Ķ—ā–ļ–ł –ł —Ą–ĺ—ā–ĺ—É–ľ–Ĺ–ĺ–∂–ł—ā–Ķ–Ľ–ł, —Ä–Ķ–Ĺ—ā–≥–Ķ–Ĺ–ĺ–≤–ł –ł –ĺ—Ā—Ü–ł–Ľ–ĺ–≥—Ä–į—Ą–Ĺ–ł –Ľ–į–ľ–Ņ–ł –ł –ī—Ä. –Ĺ–Ķ –ľ–ĺ–∂–Ķ –ī–į —Ā–Ķ —É–Ņ–ĺ—ā—Ä–Ķ–Ī–ł –ī—Ä—É–≥ –ľ–į—ā–Ķ—Ä–ł–į–Ľ, —ā—ä–Ļ –ļ–į—ā–ĺ —Ā—ā—ä–ļ–Ľ–ĺ—ā–ĺ –Ķ –Ņ—Ä–ĺ–∑—Ä–į—á–Ĺ–ĺ –ł —ā–ĺ–Ņ–Ľ–ĺ—É—Ā—ā–ĺ–Ļ—á–ł–≤–ĺ.
–ü—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ł –Ī–į–Ľ–ĺ–Ĺ–ł —Ā–Ķ –ł–∑–≤—ä—Ä—ą–≤–į —Ā–į–ľ–ĺ –ľ–į—ą–ł–Ĺ–Ĺ–ĺ. –ó–į —Ü–Ķ–Ľ—ā–į —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į—ā –į–≤—ā–ĺ–ľ–į—ā–ł—á–Ĺ–ł —É—Ā—ā—Ä–ĺ–Ļ—Ā—ā–≤–į —Ā 16, 24 –ł–Ľ–ł 32 –Ņ–ĺ–Ľ–ĺ–∂–Ķ–Ĺ–ł—Ź, –Ĺ–į –ļ–ĺ–ł—ā–ĺ —Ā–į –ł–∑–≤–Ķ–ī–Ķ–Ĺ–ł –Ņ—Ä–ĺ–ī—É—Ö–≤–į—ā–Ķ–Ľ–Ĺ–ł —ā—Ä—ä–Ī–ł. –Ę–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź—ā–į –Ĺ–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ķ —Ā–Ľ–Ķ–ī–Ĺ–į—ā–į (—Ą–ł–≥. 1).

–§–ł–≥. 1
–Ě–į–Ľ–ł–≤–į —Ā–Ķ —Ä–į–∑—ā–ĺ–Ņ–Ķ–Ĺ–ĺ —Ā—ā—ä–ļ–Ľ–ĺ 1 –ī–ĺ –Ņ–ĺ–Ľ—É–ļ—Ä—ä–≥–Ľ–į —Ą–ĺ—Ä–ľ–į. –ě–Ī—Ä–į–∑—É–≤–į–Ľ–ĺ—ā–ĺ —Ā–Ķ —ā—Ź–Ľ–ĺ —Ā–Ķ –Ņ–ĺ–Ķ–ľ–į –ł —Ā—ā–ł–≥–į –ī–ĺ –ī—é–∑–į—ā–į —Ā –ī—É—Ö–į—ā–Ķ–Ľ–Ĺ–į —ā—Ä—ä–Ī–į 2, –ļ—ä–ī–Ķ—ā–ĺ —Ā–Ķ –Ņ–ĺ—Ā—ā–į–≤—Ź –ł –Ņ–ĺ–Ľ—É—á–į–≤–į –Ņ–ĺ–ī—Ö–ĺ–ī—Ź—Č–į —Ą–ĺ—Ä–ľ–į 3 –∑–į –Ņ—Ä–ĺ–ī—É—Ö–≤–į–Ĺ–Ķ. –ü—Ä–ł –Ņ—Ä–ĺ–ī—É—Ö–≤–į–Ĺ–Ķ—ā–ĺ 4 —Ą–ĺ—Ä–ľ–į—ā–į –Ĺ–į –Ī–į–Ľ–ĺ–Ĺ–į —Ā–Ķ –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ—Ź –ĺ—ā –ļ–į–Ľ—ä–Ņ–į 5. –ď–ĺ—ā–ĺ–≤–ł—Ź—ā –Ī–į–Ľ–ĺ–Ĺ —Ā–Ķ –ĺ—ā–ī–Ķ–Ľ—Ź –ĺ—ā –Ņ—Ä–ĺ–ī—É—Ö–≤–į—ā–Ķ–Ľ–Ĺ–į—ā–į —ā—Ä—ä–Ī–į –ł —Ā–Ķ —Ā—Ä—Ź–∑–≤–į –ī–ĺ –Ĺ–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–į—ā–į –ī—ä–Ľ–∂–ł–Ĺ–į —Ā –Ņ–Ľ–į–ľ—ä–ļ–į –Ĺ–į –≥–į–∑–ĺ–≤–į—ā–į –≥–ĺ—Ä–Ķ–Ľ–ļ–į 6. –ü—Ä–ł –ĺ—Ā—Ü–ł–Ľ–ĺ–≥—Ä–į—Ą–Ĺ–ł –ł —ā–Ķ–Ľ–Ķ–≤–ł–∑–ł–ĺ–Ĺ–Ĺ–ł —ā—Ä—ä–Ī–ł —ā–ĺ–≤–į —Ā—ā–į–≤–į –Ĺ–į –ī–≤–į –Ķ—ā–į–Ņ–į, —ā—ä–Ļ –ļ–į—ā–ĺ –ļ—ä–ľ –ļ–ĺ–Ĺ—É—Ā–Ĺ–ł—Ź –Ī–į–Ľ–ĺ–Ĺ —Ā–Ķ –∑–į–≤–į—Ä—Ź–≤–į —Ü–ł–Ľ–ł–Ĺ–ī—Ä–ł—á–Ĺ–ĺ –≥—ä—Ä–Ľ–ĺ –∑–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į (—ā.–Ĺ. –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–į –Ņ—É—ą–ļ–į). –Ę–į–ļ–į–≤–į –į–≤—ā–ĺ–ľ–į—ā–ł—á–Ĺ–į –ľ–į—ą–ł–Ĺ–į –∑–į —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ł –Ī–į–Ľ–ĺ–Ĺ–ł —Ā 24 –Ņ—Ä–ĺ–ī—É—Ö–≤–į—ā–Ķ–Ľ–Ĺ–ł —ā—Ä—ä–Ī–ł –ľ–ĺ–∂–Ķ –ī–į –ł–∑—Ä–į–Ī–ĺ—ā–ł –∑–į 24 —á–į—Ā–į –ī–ĺ 45 000 —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ł –Ī–į–Ľ–ĺ–Ĺ–į. –ü–ĺ–Ľ—É—á–Ķ–Ĺ–ł—ā–Ķ –Ī–į–Ľ–ĺ–Ĺ–ł —Ā–Ķ –Ņ–ĺ–ī–Ľ–į–≥–į—ā –Ĺ–į —ā–Ķ–ľ–Ņ–Ķ—Ä–ł—Ä–į–Ĺ–Ķ , –∑–į –ī–į —Ā–Ķ –Ņ—Ä–Ķ–ľ–į—Ö–Ĺ–į—ā –≤—ä—ā—Ä–Ķ—ą–Ĺ–ł—ā–Ķ –Ĺ–į–Ņ—Ä–Ķ–∂–Ķ–Ĺ–ł—Ź. –Ę–ĺ–≤–į —Ā—ā–į–≤–į –≤ –Ķ–Ľ–Ķ–ļ—ā—Ä–ł—á–Ķ—Ā–ļ–ł –Ņ–Ķ—Č–ł –Ĺ–į –ī–≤–į –Ķ—ā–į–Ņ–į: –Ī–į–≤–Ĺ–ĺ –∑–į–≥—Ä—Ź–≤–į–Ĺ–Ķ, –ĺ–Ī–ł–ļ–Ĺ–ĺ–≤–Ķ–Ĺ–ĺ –ĺ—ā 120 –ī–ĺ 460¬į –°, –ł –Ī–į–≤–Ĺ–ĺ –ĺ—Ö–Ľ–į–∂–ī–į–Ĺ–Ķ –ī–ĺ —Ā—ā–į–Ļ–Ĺ–į —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–į (20¬į –°).
–Ę–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–ł—ā–Ķ –ł–∑–≤–ĺ–ī–ł.¬†–ü—Ä–Ķ–∑ 1950-—ā–Ķ –≥. –≤ —Ä–į–ī–ł–ĺ–Ľ–į–ľ–Ņ–ł—ā–Ķ –≤–ľ–Ķ—Ā—ā–ĺ —ā–ł–Ņ–ł—á–Ĺ–ł—Ź –∑–į 1930-—ā–Ķ –≥. –≤—ä—ā—Ä–Ķ—ą–Ķ–Ĺ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ "–ļ—Ä–į–ļ" (—Ą–ł–≥. 2) –≤–Ķ—á–Ķ —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ –ī–ł—Ā–ļ —Ā—ä—Ā –∑–į–Ņ—Ä–Ķ—Ā–ĺ–≤–į–Ĺ–ł –≤ –Ĺ–Ķ–≥–ĺ —Č–ł—Ą—ā–ĺ–≤–Ķ (—Ą–ł–≥. 3–į) –ł–Ľ–ł –ī–ĺ–Ľ–Ĺ–ł—Ź—ā –ļ—Ä–į–Ļ –Ĺ–į —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ł—Ź –Ī–į–Ľ–ĺ–Ĺ —Ā–Ķ –∑–į–Ņ—Ä–Ķ—Ā–ĺ–≤–į –Ĺ–į–Ņ—Ä–į–≤–ĺ –≤—ä—Ä—Ö—É –ł–∑–≤–ĺ–ī–ł—ā–Ķ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į (—Ą–ł–≥. 3–Ī).
–ü—Ä–ł –ľ–Ķ—ā–į–Ľ–Ĺ–ł –Ī–į–Ľ–ĺ–Ĺ–ł –Ņ–ĺ–Ľ–ĺ–∂–Ķ–Ĺ–ł–Ķ—ā–ĺ –Ķ –Ņ–ĺ-—Ā–Ľ–ĺ–∂–Ĺ–ĺ. –Ę–ĺ–≥–į–≤–į —Ā–Ķ –Ĺ–į–Ľ–į–≥–į —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ł—Ź—ā –ī–ł—Ā–ļ –ī–į —Ā–Ķ –∑–į–≤–į—Ä–ł –Ĺ–į–Ļ-–Ĺ–į–Ņ—Ä–Ķ–ī –ļ—ä–ľ –ľ–Ķ—ā–į–Ľ–Ķ–Ĺ –Ņ—Ä—ä—Ā—ā–Ķ–Ĺ —Ā –ļ–ĺ–Ķ—Ą–ł—Ü–ł–Ķ–Ĺ—ā –Ĺ–į –Ľ–ł–Ĺ–Ķ–Ļ–Ĺ–ĺ —Ä–į–∑—ą–ł—Ä–Ķ–Ĺ–ł–Ķ –ļ–į—ā–ĺ –Ĺ–į —Ā—ā—ä–ļ–Ľ–ĺ—ā–ĺ, –į –Ņ—Ä—ä—Ā—ā–Ķ–Ĺ—ä—ā ‚ÄĒ –ļ—ä–ľ –Ī–į–Ľ–ĺ–Ĺ–į.
–§–ł–≥. 2

–§–ł–≥. 3
–ú–į—ā–Ķ—Ä–ł–į–Ľ–ł—ā–Ķ –∑–į –ĺ—Ą–ĺ—Ä–ľ—Ź–Ĺ–Ķ –Ĺ–į –ł–∑–≤–ĺ–ī–ł—ā–Ķ —Ā–į –ĺ–Ī–ł–ļ–Ĺ–ĺ–≤–Ķ–Ĺ–ĺ –ľ–Ķ–ļ–ł –ĺ–Ľ–ĺ–≤–Ĺ–ł —Ā—ā—ä–ļ–Ľ–į (—ā–ĺ—á–ļ–ł –Ĺ–į —ā–ĺ–Ņ–Ķ–Ĺ–Ķ 600‚ÄĒ700¬į –°) –ł –Ņ–ĺ–ī—Ö–ĺ–ī—Ź—Č–ł –ł–∑–≤–ĺ–ī–Ĺ–ł –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł —Ā—ä—Ā —Ā—ä—Č–ł—Ź –ļ–ĺ–Ķ—Ą–ł—Ü–ł–Ķ–Ĺ—ā –Ĺ–į –Ľ–ł–Ĺ–Ķ–Ļ–Ĺ–ĺ —Ä–į–∑—ą–ł—Ä–Ķ–Ĺ–ł–Ķ (–∂–Ķ–Ľ—Ź–∑–Ĺ–ĺ-–Ĺ–ł–ļ–Ķ–Ľ–ĺ–≤–ł –ł–Ľ–ł —Ö—Ä–ĺ–ľ-–∂–Ķ–Ľ–Ķ–∑–Ĺ–ł —Ā–Ņ–Ľ–į–≤–ł, –Ņ–Ľ–į—ā–ł–Ĺ–ł—ā).
–Ę—Ä–į–ī–ł—Ü–ł–ĺ–Ĺ–Ĺ–ł—Ź—ā –Ņ—Ä–ĺ—Ü–Ķ—Ā –ł–∑–ł—Ā–ļ–≤–į –Ņ—Ä–ł –ľ–ĺ–Ĺ—ā–į–∂–į —Ā–ł –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł—ā–Ķ –Ņ–Ľ—ä—ā–Ĺ–ĺ –ī–į —Ā–Ķ –Ņ–ĺ–ľ–Ķ–ī—Ź—ā –ł –Ĺ–į–ľ–į–∂–į—ā —Ā –Ī–ĺ—Ä–į–ļ—Ā. –ö—ä–ľ –≤—ä–Ĺ—ą–Ĺ–ł—ā–Ķ –ľ–Ķ–ī–Ĺ–ł –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł (–Ņ—Ä–ł –≤—ä—ā—Ä–Ķ—ą–Ķ–Ĺ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ –ļ—Ä–į–ļ) –Ķ –∑–į–≤–į—Ä–Ķ–Ĺ–ĺ –Ņ–į—Ä—á–Ķ –Ņ–Ľ–į—ā–ł–Ĺ–ł—ā (44 % Pt –ł 56 % Fe), –į –ļ—ä–ľ –Ĺ–Ķ–≥–ĺ –≤ –Ľ–į–ľ–Ņ–į—ā–į ‚ÄĒ –∂–Ķ–Ľ—Ź–∑–Ĺ–ĺ-–Ĺ–ł–ļ–Ķ–Ľ–ĺ–≤–ĺ –Ņ–į—Ä—á–Ķ, –ļ–ĺ–Ķ—ā–ĺ —Ā—ä—Č–Ķ–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ–ĺ –Ķ –ī—ä—Ä–∂–į—á –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ. –í –Ņ–ĺ-–ļ—ä—Ā–Ķ–Ĺ –Ņ–Ķ—Ä–ł–ĺ–ī —ā–Ķ–∑–ł –ĺ–Ņ–Ķ—Ä–į—Ü–ł–ł —Ā–Ķ –ł–∑–≤—ä—Ä—ą–≤–į—ā –Ĺ–į –į–≤—ā–ĺ–ľ–į—ā–ł—á–Ĺ–į –ľ–į—ą–ł–Ĺ–į. –ü—Ä–ł –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į –ł–∑–≤–ĺ–ī–Ĺ–ł—Ź –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł–ļ –≤ —Ā—ā—ä–ļ–Ľ–ĺ—ā–ĺ –ł–ľ–į —Ā–Ķ—Ä–ł–ĺ–∑–Ĺ–į –ĺ–Ņ–į—Ā–Ĺ–ĺ—Ā—ā –ī–į —Ā–Ķ –ĺ—ā–ī–Ķ–Ľ–ł –ĺ–Ľ–ĺ–≤–ĺ –ĺ—ā —Ā—ā—ä–ļ–Ľ–ĺ—ā–ĺ, —ā. –Ķ, –ī–į —Ā–Ķ —Ä–Ķ–ī—É—Ü–ł—Ä–į –ĺ—ā –ĺ–Ľ–ĺ–≤–Ĺ–ł—Ź –ĺ–ļ–ł—Ā –Ĺ–į —Ā—ā—ä–ļ–Ľ–ĺ—ā–ĺ –ļ–į—ā–ĺ —á–Ķ—Ä–Ķ–Ĺ –Ņ–Ľ–į—Ā—ā. –ó–į –ī–į —Ā–Ķ –ł–∑–Ī–Ķ–≥–Ĺ–Ķ —ā–ĺ–≤–į, –Ņ–Ľ–į–ľ—ä–ļ—ä—ā –Ĺ–į –≥–į–∑–ĺ–≤–į—ā–į –≥–ĺ—Ä–Ķ–Ľ–ļ–į —Ā–Ķ –Ĺ–į—Ā–ł—Č–į —Ā –ļ–ł—Ā–Ľ–ĺ—Ä–ĺ–ī. –ó–į–≤–į—Ä–Ķ–Ĺ–ł—ā–Ķ –≤ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–ł—Ź –ī—ä—Ä–∂–į—á –ł–∑–≤–ĺ–ī–ł —Ā–Ķ –Ņ—Ä–Ķ–Ĺ–į—Ā—Ź—ā –ĺ—ā –į–≤—ā–ĺ–ľ–į—ā–į –≤ –Ņ–Ķ—Č—ā–į –∑–į —ā–Ķ–ľ–Ņ–Ķ—Ä–ĺ–≤–į–Ĺ–Ķ (—ā—É–Ĺ–Ķ–Ľ–Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ņ–Ķ—Č), –ļ—ä–ī–Ķ—ā–ĺ –Ī–į–≤–Ĺ–ĺ —Ā–Ķ –∑–į–≥—Ä—Ź–≤–į—ā –ī–ĺ 450‚ÄĒ480¬į –° –ł –Ņ–ĺ—Ā–Ľ–Ķ –Ī–į–≤–Ĺ–ĺ –ł–∑—Ā—ā–ł–≤–į—ā, –∑–į –ī–į —Ā–Ķ –ĺ—ā—Ā—ā—Ä–į–Ĺ—Ź—ā –≤—ä—ā—Ä–Ķ—ą–Ĺ–ł—ā–Ķ –Ĺ–į–Ņ—Ä–Ķ–∂–Ķ–Ĺ–ł—Ź –≤ —Ā—ā—ä–ļ–Ľ–ĺ—ā–ĺ.‚ÄÉ
–í —Ā–Ľ—É—á–į–Ļ, —á–Ķ —Ā—ā–Ķ —Ā–Ķ –Ņ–ĺ–ł–∑–ľ–ĺ—Ä–ł–Ľ–ł, –í–ł –Ņ—Ä–Ķ–ī–Ľ–į–≥–į–ľ–Ķ —ā–ĺ–∑–ł –∑–į–Ī–Ķ–Ľ–Ķ–∂–ł—ā–Ķ–Ľ–Ķ–Ĺ –≤–ł–ī–Ķ–ĺ–ľ–į—ā–Ķ—Ä–ł–į–Ľ, –≤ –ļ–ĺ–Ļ—ā–ĺ –ł–∑–ļ—É—Ā–Ĺ–ł—Ź—ā —Ą—Ä–Ķ–Ĺ—Ā–ļ–ł —Ä–į–ī–ł–ĺ–Ľ—é–Ī–ł—ā–Ķ–Ľ –ö–Ľ–ĺ–ī –ü–į—Ź—Ä (Claude Paillard) –ł–∑—Ä–į–Ī–ĺ—ā–≤–į —ā—Ä–ł–ĺ–ī–ł –≤ –ī–ĺ–ľ–į—ą–Ĺ–ł —É—Ā–Ľ–ĺ–≤–ł—Ź:
–ü—Ä–Ķ–∑ 1950-—ā–Ķ –≥. —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź—ā–į –Ĺ–į –Ĺ–į –ł–∑—Ä–į–Ī–ĺ—ā–≤–į–Ĺ–Ķ –Ĺ–į –ł–∑–≤–ĺ–ī–ł—ā–Ķ —Ā–Ķ –∑–į–ľ–Ķ—Ā—ā–≤–į —Ā –Ņ–ĺ-–Ņ—Ä–ĺ—Ā—ā–į. –í–ľ–Ķ—Ā—ā–ĺ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ –ļ—Ä–į–ļ —Ā –Ņ—Ä–ĺ—Ö–ĺ–ī–Ĺ–ł –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –Ņ—Ä–Ķ—Ā–ĺ–≤–į–Ĺ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ –ī–ł—Ā–ļ —Ā –Ņ—Ä–Ķ–ļ–į—Ä–į–Ĺ–ł –Ņ—Ä–Ķ–∑ –Ĺ–Ķ–≥–ĺ —Č–ł—Ą—ā–ĺ–≤–Ķ –ĺ—ā —Ö—Ä–ĺ–ľ-–∂–Ķ–Ľ—Ź–∑–ĺ (25 % –°r). –° –Ņ—Ä–Ķ—Ā–ĺ–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –ł–∑–≤–ĺ–ī–Ĺ–ł—ā–Ķ —Č–ł—Ą—ā–ĺ–≤–Ķ —Āe –∑–į–≤–į—Ä—Ź–≤–į –ł —ā—Ä—ä–Ī–ł—á–ļ–į –∑–į –ł–∑—á–Ķ—Ä–Ņ–≤–į–Ĺ–Ķ –Ĺ–į –≤—ä–∑–ī—É—Ö–į –ĺ—ā –Ľ–į–ľ–Ņ–į—ā–į. –°—ā—ä–ļ–Ľ–Ķ–Ĺ–ł—Ź—ā –ī–ł—Ā–ļ —Ā–Ľ—É–∂–ł —Ā—ä—Č–Ķ–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ–ĺ –ł –∑–į –≤—ä–Ĺ—ą–Ķ–Ĺ —Ü–ĺ–ļ—ä–Ľ, –į —Č–ł—Ą—ā–ĺ–≤–Ķ—ā–Ķ ‚ÄĒ –∑–į —Ü–ĺ–ļ—ä–Ľ–Ĺ–ł —Č–ł—Ą—ā–ĺ–≤–Ķ, –ł–∑–≤–ĺ–ī–Ĺ–ł –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł –ł –ī—ä—Ä–∂–į—á–ł –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ. –Ę–į–ļ–ł –ī—ä–Ľ–≥–ł—ā–Ķ –ł –Ĺ–Ķ—Ā–ł–≥—É—Ä–Ĺ–ł –ł–∑–≤–ĺ–ī–Ĺ–ł –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł –ĺ—ā–Ņ–į–ī–į—ā, —Ü–ĺ–ļ—ä–Ľ—ä—ā (–į –ł —Ā–į–ľ–į—ā–į –Ľ–į–ľ–Ņ–į) —Ā–Ķ –Ĺ–į–ľ–į–Ľ—Ź–≤–į, –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ —Ā–Ķ –ĺ–Ī–Ľ–Ķ–ļ—á–į–≤–į –ł —Ā–Ķ–Ī–Ķ—Ā—ā–ĺ–Ļ–Ĺ–ĺ—Ā—ā—ā–į —Ā–Ķ —Ā–Ĺ–ł–∂–į–≤–į. –Ē–ł—Ā–ļ–ĺ–≤–Ķ—ā–Ķ —Ā —Č–ł—Ą—ā–ĺ–≤–Ķ —ā—Ä—Ź–Ī–≤–į –ī–į —Ā–Ķ —ā–Ķ–ľ–Ņ–Ķ—Ä–ł—Ä–į—ā –ľ–Ĺ–ĺ–≥–ĺ –ī–ĺ–Ī—Ä–Ķ, –∑–į—Č–ĺ—ā–ĺ –Ņ—Ä–ł –Ņ—Ä–Ķ—Ā–ĺ–≤–į–Ĺ–Ķ—ā–ĺ –≤—ä–∑–Ĺ–ł–ļ–≤–į—ā –∑–Ĺ–į—á–ł—ā–Ķ–Ľ–Ĺ–ł –≤—ä—ā—Ä–Ķ—ą–Ĺ–ł –Ĺ–į–Ņ—Ä–Ķ–∂–Ķ–Ĺ–ł—Ź –ĺ–ļ–ĺ–Ľ–ĺ —Č–ł—Ą—ā–ĺ–≤–Ķ—ā–Ķ. –ě—Ā–≤–Ķ–Ĺ —ā–ĺ–≤–į —Č–ł—Ą—ā–ĺ–≤–Ķ—ā–Ķ —ā—Ä—Ź–Ī–≤–į –ī–į –Ī—ä–ī–į—ā —á–ł—Ā—ā–ł –ł –ī–ĺ–Ī—Ä–Ķ –ĺ–ļ—Ā–ł–ī–ł—Ä–į–Ĺ–ł. –ü—Ä–ł —Ā—É–Ī–ľ–ł–Ĺ–ł–į—ā—é—Ä–Ĺ–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł –ł–∑–≤–ĺ–ī–ł—ā–Ķ —Ā–Ķ –Ņ—Ä–Ķ–ļ–į—Ä–≤–į –Ņ—Ä–Ķ–∑ —Ā—ā—ä–ļ–Ľ–ĺ—ā–ĺ - –Ņ–ĺ–ī–ĺ–Ī–Ĺ–ĺ –Ĺ–į –Ľ–į–ľ–Ņ–ł—ā–Ķ —Ā –≤—ä—ā—Ä–Ķ—ą–Ķ–Ĺ –ļ—Ä–į–ļ - –Ĺ–ĺ —Ā —ā–į–∑–ł —Ä–į–∑–Ľ–ł–ļ–į, —á–Ķ —ā—É–ļ –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł—ā–Ķ —Ā–Ķ –Ņ—Ä–Ķ—Ā–ĺ–≤–į—ā —Ā –≤—ä–Ĺ—ą–Ķ–Ĺ –ļ—Ä–į–ļ –≤ –ī–ĺ–Ľ–Ĺ–į—ā–į —á–į—Ā—ā –Ĺ–į –Ī–į–Ľ–ĺ–Ĺ–į, –Ī–Ķ–∑ –ī–į –ł–ľ–į —Ü–ĺ–ļ—ä–Ľ, –ł –Ņ—Ä–ł –ľ–ĺ–Ĺ—ā–į–∂ —Ā–Ķ —Ā–≤—ä—Ä–∑–≤–į—ā –Ĺ–į–Ņ—Ä–į–≤–ĺ –ļ–į—ā–ĺ —ā—Ä–į–Ĺ–∑–ł—Ā—ā–ĺ—Ä–ł.
–ě—ā –ļ—Ä–į—Ź –Ĺ–į 1950-—ā–Ķ –≥. —É–Ņ–ĺ—ā—Ä–Ķ–Ī–į—ā–į –Ĺ–į —Ā—ā—ä–ļ–Ľ–ĺ –≤—ä—ā—Ä–Ķ –≤ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł –ļ–į—ā–ĺ –ł–∑–ĺ–Ľ–į—ā–ĺ—Ä –ľ–Ķ–∂–ī—É –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ —Ä—Ź–∑–ļ–ĺ –Ĺ–į–ľ–į–Ľ—Ź–≤–į. –í–ľ–Ķ—Ā—ā–ĺ –Ĺ–Ķ–≥–ĺ —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į—ā –Ņ–Ľ–į—Ā—ā–ł–Ĺ–ļ–ł –ĺ—ā —Ā–į–ľ–ĺ—Ä–ĺ–ī–Ĺ–į —Ā–Ľ—é–ī–į, –į –Ņ–ĺ-—Ä—Ź–ī–ļ–ĺ ‚ÄĒ –≤–ł—Ā–ĺ–ļ–ĺ–ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–į —Ä–į–ī–ł–ĺ–ļ–Ķ—Ä–į–ľ–ł–ļ–į.
–ö–ĺ–Ĺ—Ā—ā—Ä—É–ļ—ā–ł–≤–Ĺ–ĺ –ĺ—Ą–ĺ—Ä–ľ—Ź–Ĺ–Ķ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł
–ö–į–ļ—ā–ĺ —Ā–Ķ –ļ–į–∑–į –Ņ–ĺ-–≥–ĺ—Ä–Ķ, –Ī–į–Ľ–ĺ–Ĺ–ł—ā–Ķ –Ĺ–į —ā—Ä–į–ī–ł—Ü–ł–ĺ–Ĺ–Ĺ–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł—ā–Ķ —Ā–į —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ł, –į –Ņ–ĺ-—Ä—Ź–ī–ļ–ĺ ‚ÄĒ –ľ–Ķ—ā–į–Ľ–Ĺ–ł (–Ĺ–Ķ—Ä—ä–∂–ī–į–Ķ–ľ–į —Ā—ā–ĺ–ľ–į–Ĺ–į). –ė–∑–≤–ĺ–ī–Ĺ–ł—ā–Ķ —Č–ł—Ą—ā–ĺ–≤–Ķ —Ā–į –ľ–Ķ—ā–į–Ľ–Ĺ–ł ‚ÄĒ –Ņ–Ľ—ä—ā–Ĺ–ł, –Ņ—Ä—É–∂–ł–Ĺ–ł—Ä–į—Č–ł, –ł–≥–Ľ–Ķ–Ĺ–ł –ł–Ľ–ł –≤–ľ–Ķ—Ā—ā–ĺ —ā—Ź—Ö –ł–ľ–į —Ā–į–ľ–ĺ –ł–∑–≤–ĺ–ī–Ĺ–ł –ľ–Ķ–ī–Ĺ–ł –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł. –ē–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į —Ā–Ķ –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ł—Ä–į —Ā–Ņ–ĺ—Ä–Ķ–ī —Ā—ä–ĺ—ā–≤–Ķ—ā–Ĺ–ł—ā–Ķ –ł–∑–ł—Ā–ļ–≤–į–Ĺ–ł—Ź, –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–ĺ—Ā—ā–ł, –Ī—Ä–ĺ–Ļ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ –ł —Ā–ł—Ā—ā–Ķ–ľ–ł—ā–Ķ –ł –Ņ—Ä. –©–Ķ —Ä–į–∑–≥–Ľ–Ķ–ī–į–ľ–Ķ —Ā–į–ľ–ĺ –Ĺ—Ź–ļ–ĺ–ł –Ņ–ĺ-—Ö–į—Ä–į–ļ—ā–Ķ—Ä–Ĺ–ł –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—ā–ł–≤–Ĺ–ł –ĺ—Ą–ĺ—Ä–ľ–Ľ–Ķ–Ĺ–ł—Ź –Ĺ–į —Ä–į–∑–Ĺ–ł —ā–ł–Ņ–ĺ–≤–Ķ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł –Ľ–į–ľ–Ņ–ł.
–ú–ł–Ĺ–ł–į—ā—é—Ä–Ĺ–ł –Ľ–į–ľ–Ņ–ł. –ü—Ä–ł —ā—Ź—Ö –Ķ —Ö–į—Ä–į–ļ—ā–Ķ—Ä–Ĺ–į –Ľ–Ķ–ļ–į—ā–į —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź –Ĺ–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ņ—Ä–ł –Ņ—ä–Ľ–Ĺ–į –į–≤—ā–ĺ–ľ–į—ā–ł–∑–į—Ü–ł—Ź. –Ď–į–Ľ–ĺ–Ĺ—ä—ā –Ķ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ –ł –∑–į–≤–į—Ä–Ķ–Ĺ –ļ—ä–ľ —Ā—ä—Č–ĺ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ł—Ź —Ü–ĺ–ļ—ä–Ľ–Ķ–Ĺ –ī–ł—Ā–ļ. –í –ī–ł—Ā–ļ–į —Ā–į –∑–į–Ņ—Ä–Ķ—Ā–ĺ–≤–į–Ĺ–ł –ł–∑–≤–ĺ–ī–Ĺ–ł—ā–Ķ —Č–ł—Ą—ā–ĺ–≤–Ķ, –ĺ–ļ–ĺ–Ľ–ĺ –ļ–ĺ–ł—ā–ĺ –Ķ –Ĺ–į—ā—Ä—É–Ņ–į–Ĺ–ĺ —Ā—ā—ä–ļ–Ľ–ĺ (—Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–į –ļ–į–Ņ–ļ–į) –∑–į –Ņ–ĺ-–≥–ĺ–Ľ—Ź–ľ–į –ľ–Ķ—Ö–į–Ĺ–ł—á–Ĺ–į –∑–ī—Ä–į–≤–ł–Ĺ–į. –ö—ä–ľ —Č–ł—Ą—ā–ĺ–≤–Ķ—ā–Ķ —Ā–į –∑–į–≤–į—Ä–Ķ–Ĺ–ł –≤ –Ľ–į–ľ–Ņ–į—ā–į –ļ—Ä–į–ł—Č–į—ā–į –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į, –ļ–ĺ—Ź—ā–ĺ —Ā–Ķ –ł–∑—Ä–į–Ī–ĺ—ā–≤–į –ł –ľ–ĺ–Ĺ—ā–ł—Ä–į –Ĺ–į–Ņ—ä–Ľ–Ĺ–ĺ –į–≤—ā–ĺ–ľ–į—ā–ł–∑–ł—Ä–į–Ĺ–ĺ. –ü—Ä–ł –≤–į–ļ—É—É–ľ–ł—Ä–į–Ĺ–Ķ—ā–ĺ –Ĺ–į —ā–į–ļ–į–≤–į –Ľ–į–ľ–Ņ–į –ł–∑—á–Ķ—Ä–Ņ–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –≤—ä–∑–ī—É—Ö–į —Ā—ā–į–≤–į –Ņ—Ä–Ķ–∑ –≤—ä—Ä—Ö–į –Ĺ–į –Ī–į–Ľ–ĺ–Ĺ–į, –ļ—ä–ī–Ķ—ā–ĺ –Ķ –ł –≥–Ķ—ā–Ķ—Ä—ä—ā. –Ę–į–ļ–į–≤–į –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—Ź –ł–ľ–į—ā —Ä–Ķ–ī–ł—Ü–į –Ľ–į–ľ–Ņ–ł –ĺ—ā –∑–į–Ņ–į–ī–Ĺ–ĺ–Ķ–≤—Ä–ĺ–Ņ–Ķ–Ļ—Ā–ļ–ł—ā–Ķ —Ā–Ķ—Ä–ł–ł, –į –ĺ—ā —Ä—É—Ā–ļ–ł—ā–Ķ —ā–į–ļ—ä–≤ –Ķ –Ĺ–į–Ņ—Ä. –ľ–ł–Ĺ–ł–į—ā—é—Ä–Ĺ–ł—Ź—ā –Ņ–Ķ–Ĺ—ā–ĺ–ī 2–ü1–ü, –ļ–į–ļ—ā–ĺ –ł 1–ź2–ü, 1–Ď2–ü:

–§–ł–≥. 4
–ü–ĺ-–ļ—ä—Ā–Ĺ–ĺ –≤ –Ĺ–į–Ļ-–ľ–į–Ľ–ļ–ł—ā–Ķ –Ņ–ĺ —Ä–į–∑–ľ–Ķ—Ä–ł –Ľ–į–ľ–Ņ–ł —á–Ķ—Ā—ā–ĺ —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į—ā —ā—ä–Ĺ–ļ–ł –ł–∑–≤–ĺ–ī–ł, –Ņ—Ä–ł—Ā–Ņ–ĺ—Ā–ĺ–Ī–Ķ–Ĺ–ł –∑–į –∑–į–Ņ–ĺ—Ź–≤–į–Ĺ–Ķ –Ĺ–į –Ľ–į–ľ–Ņ–į—ā–į –ļ—ä–ľ —Ā—Ö–Ķ–ľ–į—ā–į (—Ą–ł–≥. 5). –í –Ĺ—Ź–ļ–ĺ–ł –ľ–ĺ—Č–Ĺ–ł –Ľ–į–ľ–Ņ–ł –ļ—Ä–į–ł—Č–į—ā–į –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ —Ā–į –ł–∑–≤–Ķ–ī–Ķ–Ĺ–ł –Ĺ–į–≤—ä–Ĺ –ĺ—ā –Ī–į–Ľ–ĺ–Ĺ–į —Ā –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł—Ü–ł –Ĺ–į–Ņ—Ä–į–≤–ĺ –Ņ—Ä–Ķ–∑ —Ā—ä–ļ–Ľ–ĺ—ā–ĺ (—Ą–ł–≥. 6).

–§–ł–≥. 5

–§–ł–≥. 6
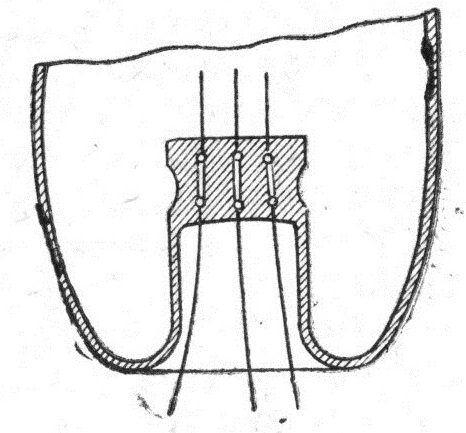
–õ–į–ľ–Ņ–ł —Ā –ľ–Ķ—ā–į–Ľ–Ķ–Ĺ –Ī–į–Ľ–ĺ–Ĺ. –Ę–į–ļ—ä–≤ –Ī–į–Ľ–ĺ–Ĺ –Ņ—Ä–ł—á–ł–Ĺ—Ź–≤–į –ł–∑–≤–Ķ—Ā—ā–Ĺ–ł —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—á–Ķ—Ā–ļ–ł –∑–į—ā—Ä—É–ī–Ĺ–Ķ–Ĺ–ł—Ź, –Ĺ–ĺ –ī–į–≤–į –ī–ĺ–Ī—Ä–į –Ķ–ļ—Ä–į–Ĺ–ł—Ä–ĺ–≤–ļ–į –ł –ľ–Ķ—Ö–į–Ĺ–ł—á–Ĺ–į –∑–ī—Ä–į–≤–ł–Ĺ–į –Ĺ–į –Ľ–į–ľ–Ņ–į—ā–į. –Ě–į —Ą–ł–≥. 7 –Ķ –Ņ–ĺ–ļ–į–∑–į–Ĺ–į –į–ľ–Ķ—Ä–ł–ļ–į–Ĺ—Ā–ļ–į—ā–į –Ľ–į–ľ–Ņ–į –ĺ—ā 1939 6–ź–°7.

–§–ł–≥. 7
–Ę—Ź –ł–ľ–į –ī—ä–Ľ–Ī–ĺ–ļ–ĺ –ł–∑—ā–Ķ–≥–Ľ–Ķ–Ĺ –ľ–Ķ—ā–į–Ľ–Ķ–Ĺ –Ī–į–Ľ–ĺ–Ĺ, –ļ–ĺ–Ļ—ā–ĺ –Ķ –∑–į–≤–į—Ä–Ķ–Ĺ –∑–į —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ł—Ź –ī–ł—Ā–ļ —á—Ä–Ķ–∑ –∂–Ķ–Ľ—Ź–∑–Ĺ–ĺ-–Ĺ–ł–ļ–Ķ–Ľ–ĺ–≤ –Ņ—Ä—ä—Ā—ā–Ķ–Ĺ. –¶–ĺ–ļ—ä–Ľ–Ĺ–ł—Ź—ā –≤–ĺ–ī–į—á –Ķ —Ā–Ĺ–į–Ī–ī–Ķ–Ĺ —Ā –ł–∑–ī–į—ā—ä–ļ.
–ß–į—Ā—ā–ł—ā–Ķ –Ļ —Ā–į: 1 ‚ÄĒ –ľ–Ķ—ā–į–Ľ–Ķ–Ĺ –Ī–į–Ľ–ĺ–Ĺ, 2 ‚ÄĒ –Ķ–ļ—Ä–į–Ĺ, 3 ‚ÄĒ —Ā–Ľ—é–ī–Ķ–Ĺ –ł–∑–ĺ–Ľ–į—ā–ĺ—Ä, 4 ‚ÄĒ –ī—ä—Ä–∂–į—á, 5 ‚ÄĒ —É–Ņ—Ä–į–≤–Ľ—Ź–≤–į—Č–į —Ä–Ķ—ą–Ķ—ā–ļ–į, 6 ‚ÄĒ –ļ–į—ā–ĺ–ī, 7 ‚ÄĒ –Ķ–ļ—Ä–į–Ĺ–Ĺ–į —Ä–Ķ—ą–Ķ—ā–ļ–į, 8 ‚ÄĒ –ĺ—ā–ĺ–Ņ–Ľ–ł—ā–Ķ–Ľ–Ĺ–į –∂–ł—á–ļ–į, 9 ‚ÄĒ —Ā–Ņ–ł—Ä–į—á–Ĺ–į —Ä–Ķ—ą–Ķ—ā–ļ–į, 10 ‚ÄĒ –į–Ĺ–ĺ–ī, 11 ‚ÄĒ –≥–Ķ—ā–Ķ—Ä–ł, 12 ‚ÄĒ –ļ–ĺ–Ĺ–ł—á–Ķ–Ĺ –Ķ–ļ—Ä–į–Ĺ, 13 ‚ÄĒ –Ņ—Ä—ä—Ā—ā–Ķ–Ĺ, —Ā –ļ–ĺ–Ļ—ā–ĺ –ī—ä–Ĺ–ĺ—ā–ĺ —Ā–Ķ –∑–į–≤–į—Ä—Ź–≤–į –∑–į –ľ–Ķ—ā–į–Ľ–Ĺ–ł—Ź –Ņ—Ä—ä—Ā—ā–Ķ–Ĺ, 14‚ÄĒ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–į –ļ–į–Ņ–ļ–į, –Ņ—Ä–Ķ–∑ –ļ–ĺ—Ź—ā–ĺ –ľ–ł–Ĺ–į–≤–į –Ņ—Ä–ĺ—Ö–ĺ–ī–Ĺ–ł—Ź—ā –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł–ļ, 15 ‚ÄĒ –∂–Ķ–Ľ—Ź–∑–Ĺ–ĺ-–Ĺ–ł–ļ–Ķ–Ľ–ĺ–≤ –Ņ—Ä—ä—Ā—ā–Ķ–Ĺ, —á—Ä–Ķ–∑ –ļ–ĺ–Ļ—ā–ĺ –Ī–į–Ľ–ĺ–Ĺ—ä—ā –Ķ –∑–į–≤–į—Ä–Ķ–Ĺ –∑–į —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ł—Ź –ī–ł—Ā–ļ, 16 ‚ÄĒ –ī—ä–Ĺ–ĺ, 17‚ÄĒ—Ü–ł–Ľ–ł–Ĺ–ī—Ä–ł—á–Ķ–Ĺ –Ķ–ļ—Ä–į–Ĺ –≤ —Ü–ĺ–ļ—ä–Ľ–į, 18 ‚ÄĒ —Ü–ĺ–ļ—ä–Ľ–Ķ–Ĺ –Ņ—Ä—ä—Ā—ā–Ķ–Ĺ, 19 ‚ÄĒ –ł–∑–≤–ĺ–ī, 20‚ÄĒ –∑–į–Ĺ–ł—ā–≤–į–Ĺ–Ķ –Ĺ–į –Ī–į–Ľ–ĺ–Ĺ–į –∑–į —Ü–ĺ–ļ—ä–Ľ–į, 21‚ÄĒ –Ņ–Ľ–į—Ā—ā–ľ–į—Ā–ĺ–≤ —Ü–ĺ–ļ—ä–Ľ, 22 ‚ÄĒ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–į —ā—Ä—ä–Ī–į –∑–į –ł–∑—á–Ķ—Ä–Ņ–≤–į–Ĺ–Ķ –Ĺ–į –Ī–į–Ľ–ĺ–Ĺ–į, 23 ‚ÄĒ –ļ—Ä–į—á–Ķ, 24 ‚ÄĒ –∑–į–≤–į—Ä–ļ–į –Ĺ–į –ł–∑—á–Ķ—Ä–Ņ–≤–į—ā–Ķ–Ľ–Ĺ–į—ā–į —ā—Ä—ä–Ī–į, 25 ‚ÄĒ –ł–∑–ī–į—ā—ä–ļ –Ĺ–į —Ü–ĺ–ļ—ä–Ľ–Ĺ–ł—Ź –≤–ĺ–ī–į—á, 26 ‚ÄĒ —Ā–Ņ–ĺ–Ļ–ļ–į –Ĺ–į –Ņ—Ä–ĺ—Ö–ĺ–ī–Ĺ–ł—Ź –Ņ—Ä–ĺ–≤–ĺ–ī–Ĺ–ł–ļ –∑–į –ļ—Ä–į—á–Ķ—ā–ĺ (—Č–ł—Ą—ā–į), 27 ‚ÄĒ –ĺ—Ä–ł–Ķ–Ĺ—ā–ł—Ä, –≤–ĺ–ī–į—á –Ĺ–į —Ü–ĺ–ļ—ä–Ľ–į (–ļ–Ľ—é—á).
–ö–Ķ–Ĺ–ĺ—ā—Ä–ĺ–Ĺ–ł. –Ę–ĺ–≤–į —Ā–į –ł–∑–Ņ—Ä–į–≤–ł—ā–Ķ–Ľ–Ĺ–ł –Ľ–į–ľ–Ņ–ł. –Ě–į —Ą–ł–≥. 8–į –Ķ –ī–į–ī–Ķ–Ĺ–į –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—Ź –Ĺ–į —Ä—É—Ā–ļ–ł—Ź –ļ–Ķ–Ĺ–ĺ—ā—Ä–ĺ–Ĺ –í–ě-188 (1930-—ā–Ķ –≥.) —Ā –ī–ł—Ä–Ķ–ļ—ā–Ķ–Ĺ –ļ–į—ā–ĺ–ī.

–§–ł–≥. 8
–Ę–į–ľ 1 –Ķ –ļ–į—ā–ĺ–ī (–ĺ—ā–ĺ–Ņ–Ľ–ł—ā–Ķ–Ľ–Ĺ–į –∂–ł—á–ļ–į), 2 ‚ÄĒ –į–Ĺ–ĺ–ī, 3 ‚ÄĒ —Ā—ā–ĺ–Ļ–ļ–į, 4 ‚ÄĒ –Ī–į–ļ–Ķ–Ľ–ł—ā–ĺ–≤ —Ü–ĺ–ļ—ä–Ľ. –§–ł–≥. 8–Ī –Ņ–ĺ–ļ–į–∑–≤–į –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—Ź –Ĺ–į –≤–ł—Ā–ĺ–ļ–ĺ–≤–ĺ–Ľ—ā–ĺ–≤ –ļ–Ķ–Ĺ–ĺ—ā—Ä–ĺ–Ĺ –∑–į 2 kV. –ė–∑–ĺ–Ľ–į—Ü–ł—Ź—ā–į –ľ–Ķ–∂–ī—É –ļ–į—ā–ĺ–ī –ł –į–Ĺ–ĺ–ī —ā—Ä—Ź–Ī–≤–į –ī–į –Ī—ä–ī–Ķ –ľ–Ĺ–ĺ–≥–ĺ –ī–ĺ–Ī—Ä–į –ł –∑–į—ā–ĺ–≤–į —ā–Ķ–∑–ł –ļ–Ķ–Ĺ–ĺ—ā—Ä–ĺ–Ĺ–ł —Ā–į –∑–į –Ķ–ī–Ĺ–ĺ–Ņ—ä—ā–Ĺ–ĺ –ł–∑–Ņ—Ä–į–≤—Ź–Ĺ–Ķ. –ü—Ä–ł –Ĺ—É–∂–ī–į –ĺ—ā –ī–≤—É–Ņ—ä—ā–Ĺ–ĺ –ł–∑–Ņ—Ä–į–≤—Ź–Ĺ–Ķ —Ā–Ķ —É–Ņ–ĺ—ā—Ä–Ķ–Ī—Ź–≤–į—ā –ī–≤–į –ļ–Ķ–Ĺ–ĺ—ā—Ä–ĺ–Ĺ–į. –ź–Ĺ–ĺ–ī–Ĺ–ł—Ź—ā –ł–∑–≤–ĺ–ī –Ķ –Ĺ–į –≤—ä—Ä—Ö–į –Ĺ–į –Ī–į–Ľ–ĺ–Ĺ–į. –°–Ľ—é–ī–į—ā–į –∑–į –∑–į–ļ—Ä–Ķ–Ņ–≤–į–Ĺ–Ķ –Ĺ–į –ļ–į—ā–ĺ–ī –ł –į–Ĺ–ĺ–ī –Ķ —Ā–Ņ–Ķ—Ü–ł–į–Ľ–Ĺ–ĺ –Ņ–ĺ–ī–Ī—Ä–į–Ĺ–į –Ī–Ķ–∑ –ľ–Ķ—ā–į–Ľ–Ĺ–ł –≤–ļ–Ľ—é—á–≤–į–Ĺ–ł—Ź, –ļ–ĺ–ł—ā–ĺ –Ī–ł—Ö–į –ī–į–Ľ–ł –≤—ā–ĺ—Ä–ł—á–Ĺ–į –Ķ–ľ–ł—Ā–ł—Ź –Ņ—Ä–ł —Ā–ł–Ľ–Ĺ–ĺ—ā–ĺ –Ķ–Ľ. –Ņ–ĺ–Ľ–Ķ. –ó–į–ľ—ä—Ä—Ā—Ź–≤–į–Ĺ–ł—Ź –ĺ—ā –ľ–į–∑–Ĺ–ł–Ĺ–ł —Ā—ä—Č–ĺ —Ā–į –ĺ–Ņ–į—Ā–Ĺ–ł, –∑–į—Č–ĺ—ā–ĺ –Ņ—Ä–ł –≤–ł—Ā–ĺ–ļ–į—ā–į —Ä–į–Ī–ĺ—ā–Ĺ–į —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–į —Ā–Ķ –ĺ–≤—ä–≥–Ľ—Ź–≤–į—ā –ł —Ā—ä–∑–ī–į–≤–į—ā –Ņ—Ä–ĺ–≤–ĺ–ī–ł–ľ–ł –ľ–ĺ—Ā—ā–ĺ–≤–Ķ. –§–ł–≥. 8–≤ –Ņ—Ä–Ķ–ī—Ā—ā–į–≤—Ź –ī—Ä—É–≥–ł –ī–≤–Ķ —Ö–į—Ä–į–ļ—ā–Ķ—Ä–Ĺ–ł –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–ł –Ĺ–į –≤–ł—Ā–ĺ–ļ–ĺ–≤–ĺ–Ľ—ā–ĺ–≤–ł –ļ–Ķ–Ĺ–ĺ—ā—Ä–ĺ–Ĺ–ł (–Ī–Ķ–∑ —Ü–ĺ–ļ—ä–Ľ).
–ö–į—ā–ĺ–ī–ł —Ā –Ĺ–Ķ–Ņ—Ä—Ź–ļ–ĺ –ł –Ņ—Ä—Ź–ļ–ĺ –ĺ—ā–ĺ–Ņ–Ľ–Ķ–Ĺ–ł–Ķ
–ö–ĺ—Ā–≤–Ķ–Ĺ–ĺ (–Ĺ–Ķ–Ņ—Ä—Ź–ļ–ĺ) –ĺ—ā–ĺ–Ņ–Ľ—Ź–≤–į–Ĺ–ł –ļ–į—ā–ĺ–ī–ł. –Ę–Ķ —Ā–į –Ĺ–į–Ļ-—Ä–į–∑–Ņ—Ä–ĺ—Ā—ā—Ä–į–Ĺ–Ķ–Ĺ–ł, –Ņ–ĺ–Ĺ–Ķ–∂–Ķ –ľ–ĺ–≥–į—ā –ī–į —Ā–Ķ –ĺ—ā–ĺ–Ņ–Ľ—Ź–≤–į—ā –ł —Ā –Ņ—Ä–ĺ–ľ–Ķ–Ĺ–Ľ–ł–≤ —ā–ĺ–ļ, –ļ–ĺ–Ķ—ā–ĺ –Ņ—Ä–ł –Ņ—Ä—Ź–ļ–ĺ –ĺ—ā–ĺ–Ņ–Ľ—Ź–≤–į–Ĺ–ł—ā–Ķ –ļ–į—ā–ĺ–ī–ł –Ī–ł –Ņ—Ä–Ķ–ī–ł–∑–≤–ł–ļ–į–Ľ–ĺ –Ī—Ä—É–ľ. –ü—ä—Ä–≤–ĺ–Ĺ–į—á–į–Ľ–Ĺ–į—ā–į –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—Ź –Ĺ–į –ļ–ĺ—Ā–≤–Ķ–Ĺ–ĺ –ĺ—ā–ĺ–Ņ–Ľ—Ź–≤–į–Ĺ–ł—Ź –ļ–į—ā–ĺ–ī (—Ą–ł–≥. 9–į) –Ķ —ā—ä–Ĺ–ļ–ĺ—Ā—ā–Ķ–Ĺ–Ĺ–į –Ĺ–ł–ļ–Ķ–Ľ–ĺ–≤–į —ā—Ä—ä–Ī–ł—á–ļ–į 3, –Ņ–ĺ–ļ—Ä–ł—ā–į –ĺ—ā–≤—ä–Ĺ —Ā –Ķ–ľ–ł—ā–ł—Ä–į—Č —Ā–Ľ–ĺ–Ļ 4. –í —ā—Ä—ä–Ī–ł—á–ļ–į—ā–į –ł–ľ–į –Ņ–ĺ—Ä—Ü–Ķ–Ľ–į–Ĺ–ĺ–≤–į –Ņ—Ä—ä—á–ł—Ü–į 2 —Ā –ī–≤–Ķ –Ĺ–į–ī–Ľ—ä–∂–Ĺ–ł –ī—É–Ņ—á–ł—Ü–ł, –≤ –ļ–ĺ–ł—ā–ĺ –Ķ –≤–ļ–į—Ä–į–Ĺ–į –ĺ—ā–ĺ–Ņ–Ľ–ł—ā–Ķ–Ľ–Ĺ–į—ā–į –≤–ĺ–Ľ—Ą—Ä–į–ľ–ĺ–≤–į –∂–ł—á–ļ–į. –ü–ĺ-–Ņ—Ä–ĺ—Ā—ā–į –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—Ź –Ķ –Ī–ł—Ą–ł–Ľ—Ź—Ä–Ĺ–ĺ –Ĺ–į–≤–ł—ā–į—ā–į –ĺ–ļ–ĺ–Ľ–ĺ –Ņ–ĺ—Ä—Ü–Ķ–Ľ–į–Ĺ–ĺ–≤–ĺ —Ā—ā—ä–Ľ–Ī—á–Ķ 2 –ĺ—ā–ĺ–Ņ–Ľ–ł—ā–Ķ–Ľ–Ĺ–į –∂–ł—á–ļ–į. –Ę–ĺ –Ķ –≤ –Ņ–ĺ—Ä—Ü–Ķ–Ľ–į–Ĺ–ĺ–≤–į —ā—Ä—ä–Ī–ł—á–ļ–į 3, –į –ĺ—ā–≥–ĺ—Ä–Ķ –Ķ –Ĺ–ł–ļ–Ķ–Ľ–ĺ–≤–į—ā–į —ā—Ä—ä–Ī–ł—á–ļ–į 4 —Ā –Ķ–ľ–ł—Ā–ł–ĺ–Ĺ–Ķ–Ĺ —Ā–Ľ–ĺ–Ļ 5 (—Ą–ł–≥. 9–Ī). –°—ä—Č–Ķ—Ā—ā–≤–Ķ–Ĺ –Ĺ–Ķ–ī–ĺ—Ā—ā–į—ā—ä–ļ –Ĺ–į —ā–Ķ–∑–ł –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–ł –Ķ, —á–Ķ –Ņ—Ä–ł –≤–ł—Ā–ĺ–ļ–į —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–į –Ņ–ĺ—Ä—Ü–Ķ–Ľ–į–Ĺ—ä—ā –Ĺ–į–ľ–į–Ľ—Ź–≤–į –ł–∑–ĺ–Ľ–į—Ü–ł–ĺ–Ĺ–Ĺ–ł—ā–Ķ —Ā–ł –ļ–į—á–Ķ—Ā—ā–≤–į –ł —Ā–Ķ —Ź–≤—Ź–≤–į—ā —Ā–ľ—É—Č–Ķ–Ĺ–ł—Ź –Ņ—Ä–ł —Ä–į–Ī–ĺ—ā–į –Ĺ–į –Ľ–į–ľ–Ņ–į—ā–į. –ó–į—ā–ĺ–≤–į —Ā–Ķ –Ņ—Ä–Ķ–ī–Ņ–ĺ—á–ł—ā–į –ł–∑–ĺ–Ľ–į—Ü–ł—Ź –ĺ—ā –į–Ľ—É–ľ–ł–Ĺ–ł–Ķ–≤–ł –ĺ–ļ–ł—Ā–ł (–į–Ľ—É–ļ–ī, –ļ–ĺ—Ä—É–Ĺ–ī), –ļ–ĺ–ł—ā–ĺ –∑–į–Ņ–į–∑–≤–į—ā –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ł–∑–ĺ–Ľ–į—Ü–ł–ĺ–Ĺ–Ĺ–ł—ā–Ķ —Ā–ł —Ā–≤–ĺ–Ļ—Ā—ā–≤–į –ł –Ņ—Ä–ł –≤–ł—Ā–ĺ–ļ–ł —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–ł. –ö–ĺ—Ä—É–Ĺ–ī—ä—ā –Ņ—Ä–į–≤–ł –≤–Ľ–į–ļ–Ĺ–ĺ—ā–ĺ –Ņ–ĺ-–∑–ī—Ä–į–≤–ĺ, –Ņ–ĺ–Ĺ–Ķ–∂–Ķ –Ķ —ā–ĺ–Ņ–Ľ–ĺ–Ņ—Ä–ĺ–≤–ĺ–ī–Ķ–Ĺ, –ł –ļ–į—ā–ĺ–ī—ä—ā —Ā–Ķ –∑–į–≥—Ä—Ź–≤–į –Ī—ä—Ä–∑–ĺ. –ě—ā–ĺ–Ņ–Ľ–ł—ā–Ķ–Ľ–Ĺ–į—ā–į –∂–ł—á–ļ–į —Ā–Ķ –Ĺ–į–≤–ł–≤–į –ļ–į—ā–ĺ –ĺ–Ī–ł–ļ–Ĺ–ĺ–≤–Ķ–Ĺ–į –ł–Ľ–ł –Ī–ł—Ą–ł–Ľ—Ź—Ä–Ĺ–į —Ā–Ņ–ł—Ä–į–Ľ–į (—Ą–ł–≥. 9–≤), –į –Ņ—Ä–ł –≤–ł—Ā–ĺ–ļ–ĺ –ĺ—ā–ĺ–Ņ–Ľ–ł—ā–Ķ–Ľ–Ĺ–ĺ –Ĺ–į–Ņ—Ä–Ķ–∂–Ķ–Ĺ–ł–Ķ –∂–ł—á–ļ–į—ā–į —Ā–Ķ —Ā–≥—ä–≤–į –Ĺ–Ķ–ļ–ĺ–Ľ–ļ–ĺ–ļ—Ä–į—ā–Ĺ–ĺ (—Ą–ł–≥. 9–≥).

–§–ł–≥. 9
–ü—Ä–ł –ļ–Ľ–į—Ā–ł—á–Ķ—Ā–ļ–ł—Ź –Ņ—Ä–ĺ—Ü–Ķ—Ā –ĺ—ā–ĺ–Ņ–Ľ–ł—ā–Ķ–Ľ–Ĺ–į—ā–į –∂–ł—á–ļ–į –ĺ–Ī–ł–ļ–Ĺ–ĺ–≤–Ķ–Ĺ–ĺ —Ā–Ķ –ł–∑–≥–ĺ—ā–≤—Ź –ĺ—ā –≤–ĺ–Ľ—Ą—Ä–į–ľ —Ā –ľ–į–Ľ–ļ–į —á–į—Ā—ā —ā–ĺ—Ä–ł–Ļ –ł–Ľ–ł –į–Ľ—É–ľ–ł–Ĺ–ł–Ļ. –°–Ņ–Ľ–į–≤—ā–į –Ĺ–į –≤–ĺ–Ľ—Ą—Ä–į–ľ–į —Ā –ľ–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ –Ķ –ľ–Ĺ–ĺ–≥–ĺ –ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–į. –í–Ľ–į–ļ–Ĺ–į—ā–į —Ā–Ķ –ł–∑—Ä–į–Ī–ĺ—ā–≤–į—ā –ļ–į—ā–ĺ —ā—ä–Ĺ–ļ–į –∂–ł—Ü–į, –ļ–ĺ—Ź—ā–ĺ —Ā–Ķ –Ĺ–į–≤–ł–≤–į –Ĺ–į –į–≤—ā–ĺ–ľ–į—ā –≤—ä—Ä—Ö—É –ľ–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ–ĺ–≤ —ā–Ķ–Ľ. –ü–ĺ—Ā–Ľ–Ķ —ā–Ķ —Ā–Ķ —Ä–Ķ–∂–į—ā –Ĺ–į –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ–Ķ–Ĺ–ł –ī—ä–Ľ–∂–ł–Ĺ–ł. –ü—Ä–ĺ–≤–Ķ–∂–ī–į —Ā–Ķ –ł–∑—á–ł—Ā—ā–≤–į–Ĺ–Ķ —á—Ä–Ķ–∑ –ł–∑–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –≤ —Ā–ĺ–ī–ĺ–≤–į –≤–ĺ–ī–į –ł –Ņ—Ä–ĺ–ľ–ł–≤–į–Ĺ–Ķ –≤ –ī–Ķ—Ā—ā–ł–Ľ–ł—Ä–į–Ĺ–į –≤–ĺ–ī–į. –°–Ľ–Ķ–ī–≤–į —ā–Ķ–ľ–Ņ–Ķ—Ä–ł—Ä–į–Ĺ–Ķ –≤ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ņ–Ķ—Č –≤—ä–≤ –≤–ĺ–ī–ĺ—Ä–ĺ–ī–Ĺ–ĺ-–į–∑–ĺ—ā–Ĺ–į —Ā—Ä–Ķ–ī–į –Ņ—Ä–ł 1000¬į –° –ł –Ņ–ĺ–ļ—Ä–ł–≤–į–Ĺ–Ķ (–Ĺ–į–ľ–į–∑–≤–į–Ĺ–Ķ) —Ā –ł–∑–ĺ–Ľ–į—Ü–ł–ĺ–Ĺ–Ĺ–į—ā–į –Ņ–į—Ā—ā–į. –ü–ĺ–ļ—Ä–ł—ā–ł—ā–Ķ –≤–Ľ–į–ļ–Ĺ–į —Ā–Ķ –∑–į–≥—Ä—Ź–≤–į—ā –≤ –Ņ–Ķ—Č —Ā –≤–ĺ–ī–ĺ—Ä–ĺ–ī–Ĺ–į —Ā—Ä–Ķ–ī–į –Ņ—Ä–ł 1600¬į –°, –ļ–į—ā–ĺ —Ä–į–∑—ā–≤–ĺ—Ä–ł—ā–Ķ–Ľ—Ź—ā –ł–∑–≥–į—Ä—Ź, –į –ļ–ĺ—Ä—É–Ĺ–ī—ä—ā —Ā–Ķ —Ā–Ņ–ł—á–į –≤—ä—Ä—Ö—É –≤–Ľ–į–ļ–Ĺ–ĺ—ā–ĺ. –ß–į–ļ —Ā–Ķ–≥–į –ľ–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ–ĺ–≤–į—ā–į —ā–Ķ–Ľ, –ļ–ĺ–Ļ—ā–ĺ –∑–į–ī—ä—Ä–∂–į —Ą–ĺ—Ä–ľ–į—ā–į –Ĺ–į –≤–Ľ–į–ļ–Ĺ–ĺ—ā–ĺ, —Ā–Ķ –ł–∑–≤–į–∂–ī–į —á—Ä–Ķ–∑ —Ä–į–∑—ā–≤–į—Ä—Ź–Ĺ–Ķ –≤ —Ü–į—Ä—Ā–ļ–į –≤–ĺ–ī–į. –ď–ĺ—ā–ĺ–≤–į—ā–į –ĺ—ā–ĺ–Ņ–Ľ–ł—ā–Ķ–Ľ–Ĺ–į –∂–ł—á–ļ–į —Ā–Ķ –≤–ļ–į—Ä–≤–į –≤ –Ĺ–ł–ļ–Ķ–Ľ–ĺ–≤–į—ā–į —ā—Ä—ä–Ī–ł—á–ļ–į. –Ę–ĺ–∑–ł –Ĺ–į—á–ł–Ĺ –Ņ–ĺ–∑–≤–ĺ–Ľ—Ź–≤–į –ļ–į—ā–ĺ–ī–ł—ā–Ķ –ī–į —Ā–Ķ –ĺ—ā–ĺ–Ņ–Ľ—Ź–≤–į—ā —Ā –Ņ—Ä–ĺ–ľ–Ķ–Ĺ–Ľ–ł–≤–ĺ –ł–Ľ–ł –Ņ–ĺ—Ā—ā–ĺ—Ź–Ĺ–Ĺ–ĺ –Ĺ–į–Ņ—Ä–Ķ–∂–Ķ–Ĺ–ł–Ķ –ī–ĺ 220 V –Ĺ–į–Ņ—Ä–į–≤–ĺ –ĺ—ā –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ľ—Ä–Ķ–∂–į—ā–į. E–ľ–ł—ā–ł—Ä–į—Č–ł—Ź—ā —Ā–Ľ–ĺ–Ļ —Ā–Ķ –Ĺ–į–Ĺ–į—Ā—Ź –≤—ä—Ä—Ö—É –Ĺ–ł–ļ–Ķ–Ľ–ĺ–≤–į—ā–į —ā—Ä—ä–Ī–ł—á–ļ–į (–ļ–į—ā–ĺ–ī–į) –Ņ–ĺ —Ā—ä—Č–ł—Ź –Ĺ–į—á–ł–Ĺ, –ļ–į–ļ—ā–ĺ –ł –Ņ—Ä–ł –ĺ–ļ—Ā–ł–ī–Ĺ–ł—ā–Ķ –ļ–į—ā–ĺ–ī–ł, –ļ–į—ā–ĺ –Ĺ–į–Ļ-—á–Ķ—Ā—ā–ĺ —Ā–Ķ —ą–Ņ—Ä–ł—Ü–ĺ–≤–į —Ā –Ņ–ł—Ā—ā–ĺ–Ľ–Ķ—ā —Ā—ä—Ā —Ā–≥—ä—Ā—ā–Ķ–Ĺ –į–∑–ĺ—ā –ł–Ľ–ł –≤—ä–≥–Ľ–Ķ—Ä–ĺ–ī–Ķ–Ĺ –ī–≤—É–ĺ–ļ–ł—Ā (–°O2) –∑–į –Ĺ—Ź–ļ–ĺ–ł —Ā–Ņ–Ķ—Ü–ł–į–Ľ–Ĺ–ł —Ü–Ķ–Ľ–ł (–Ĺ–į–Ņ—Ä. –Ņ—Ä–ł –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ĺ–Ľ—ä—á–Ķ–≤–ł –ł —ā–Ķ–Ľ–Ķ–≤–ł–∑–ł–ĺ–Ĺ–Ĺ–Ĺ–ł —ā—Ä—ä–Ī–ł) –ļ–ĺ—Ā–≤–Ķ–Ĺ–ł—ā–Ķ –ļ–į—ā–ĺ–ī–ł —Ā–Ķ –Ņ—Ä–į–≤—Ź—ā –Ņ–Ľ–ĺ—Ā–ļ–ł (—Ą–ł–≥. 9–ī). –° —ā–ĺ–≤–į —Ā–Ķ –Ņ–ĺ—Ā—ā–ł–≥–į –ł–∑–Ľ—ä—á–≤–į–Ĺ–Ķ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–ł —Ā–į–ľ–ĺ –≤ –Ķ–ī–Ĺ–į –Ņ–ĺ—Ā–ĺ–ļ–į (–Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ķ–Ĺ –Ľ—ä—á).
–ö–į—ā–ĺ–ī–ł —Ā –Ņ—Ä—Ź–ļ–ĺ –ĺ—ā–ĺ–Ņ–Ľ–Ķ–Ĺ–ł–Ķ.¬†–Ę–Ķ –Ī–ł–≤–į—ā —Ā–Ľ–Ķ–ī–Ĺ–ł—ā–Ķ –≤–ł–ī–ĺ–≤–Ķ (—Ą–ł–≥. 10):¬†
1) —Ā –Ņ—Ä–į–≤–į –∂–ł—á–ļ–į (–≤–Ľ–į–ļ–Ĺ–ĺ), –ĺ–Ņ—ä–Ĺ–į—ā–į —Ö–ĺ—Ä–ł–∑–ĺ–Ĺ—ā–į–Ľ–Ĺ–ĺ –ł–Ľ–ł –≤–Ķ—Ä—ā–ł–ļ–į–Ľ–Ĺ–ĺ –Ĺ–į –ľ–į—Ā–ł–≤–Ĺ–ł –ī—ä—Ä–∂–į—á–ł. –Ę–Ķ–∑–ł –ļ–į—ā–ĺ–ī–ł —Ā–Ķ —Ā—Ä–Ķ—Č–į—ā —Ä—Ź–ī–ļ–ĺ ‚ÄĒ –∑–į –ľ–į–Ľ–ĺ–ľ–ĺ—Č–Ĺ–ł –Ľ–į–ľ–Ņ–ł —Ā —Ü–ł–Ľ–ł–Ĺ–ī—Ä–ł—á–Ĺ–ł –į–Ĺ–ĺ–ī–ł;
2) —Ā –õ- –ł–Ľ–ł –ú-–ĺ–Ī—Ä–į–∑–Ĺ–į –∂–ł—á–ļ–į, –ĺ–Ņ—ä–Ĺ–į—ā–į –Ĺ–į –ī—ä—Ä–∂–į—á–ł (–ļ–ĺ–ł—ā–ĺ —Ā–Ľ—É–∂–į—ā —Ā—ä—Č–Ķ–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ–ĺ –∑–į –ł–∑–≤–ĺ–ī–ł), –į –≤ –≥–ĺ—Ä–Ĺ–ł—Ź –ļ—Ä–į–Ļ ‚ÄĒ –Ĺ–į –Ņ—Ä—É–∂–ł–Ĺ–Ĺ–ł. –Ę–Ķ–∑–ł –ļ–į—ā–ĺ–ī–ł —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į—ā –Ņ–ĺ–≤–Ķ—á–Ķ ‚ÄĒ –≤ –Ľ–į–ľ–Ņ–ł —Ā –ľ–į–Ľ–ļ–į –ł–Ľ–ł —Ā—Ä–Ķ–ī–Ĺ–į –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā –ł —Ā –Ņ–Ľ–ĺ—Ā–ļ–ł –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł;
3) —Ā –∂–ł—á–ļ–į –≤—ä–≤ –≤–ł–ī –Ĺ–į –Ņ—Ä–ĺ—Ā—ā–į —Ü–ł–Ľ–ł–Ĺ–ī—Ä–ł—á–Ĺ–į –ł–Ľ–ł –Ī–ł—Ą–ł–Ľ—Ź—Ä–Ĺ–į —Ā–Ņ–ł—Ä–į–Ľ–į –ł
4) —Ā –Ĺ—Ź–ļ–ĺ–Ľ–ļ–ĺ –Ņ–į—Ä–į–Ľ–Ķ–Ľ–Ĺ–ĺ —Ā—ä–Ķ–ī–ł–Ĺ–Ķ–Ĺ–ł –Ņ—Ä–į–≤–ł –∂–ł—á–ļ–ł, –ĺ–Ī—Ä–į–∑—É–≤–į—Č–ł —Ü–ł–Ľ–ł–Ĺ–ī—ä—Ä. –ü–ĺ—Ā–Ľ–Ķ–ī–Ĺ–ł—ā–Ķ –ī–≤–į –≤–ł–ī–į —Ā–Ķ –Ņ—Ä–ł–Ľ–į–≥–į—ā –≤ –ľ–ĺ—Č–Ĺ–ł –≥–Ķ–Ĺ–Ķ—Ä–į—ā–ĺ—Ä–Ĺ–ł –Ľ–į–ľ–Ņ–ł —Ā—ä—Ā —Ā–ł–Ľ–Ķ–Ĺ –Ķ–ľ–ł—Ā–ł–ĺ–Ĺ–Ķ–Ĺ —ā–ĺ–ļ, –Ņ–ĺ—Ä–į–ī–ł –ļ–ĺ–Ķ—ā–ĺ –ļ–į—ā–ĺ–ī–ł—ā–Ķ —ā—Ä—Ź–Ī–≤–į –ī–į –ł–ľ–į—ā –≥–ĺ–Ľ—Ź–ľ–į –Ņ–ĺ–≤—ä—Ä—Ö–Ĺ–ĺ—Ā—ā.
–ó–į–Ĺ–ł–ľ–į–≤–į–Ľ–ł—ā–Ķ —Ā–Ķ —Ā –Ľ–į–ľ–Ņ–ĺ–≤–į —ā–Ķ—Ö–Ĺ–ł–ļ–į –≤ –Ď—ä–Ľ–≥–į—Ä–ł—Ź –Ņ–ĺ–ľ–Ĺ—Ź—ā —á–Ķ—ą–ļ–ł—ā–Ķ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł –Ľ–į–ľ–Ņ–ł Tesla. –Ę–ĺ–∑–ł –ļ–Ľ–ł–Ņ —Ā—ä—Č–ĺ –Ķ –∑–į–Ī–Ķ–Ľ–Ķ–∂–ł—ā–Ķ–Ľ–Ķ–Ĺ. –∑–į—Č–ĺ—ā–ĺ —ā–ĺ–Ļ –Ņ–ĺ–ļ–į–∑–≤–į –Ņ—Ä–ĺ—Ü–Ķ—Ā–į –Ĺ–į —Ä—ä—á–Ĺ–į –ł–∑—Ä–į–Ī–ĺ—ā–ļ–į (–≤ –ß–Ķ—Ö–ł—Ź) –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł –Ľ–į–ľ–Ņ–ł –∑–į —É—Ā–ł–Ľ–≤–į—ā–Ķ–Ľ—Ź Kronzilla S–•1, —Ā—ā—Ä—É–≤–į—Č –ľ–Ķ–∂–ī—É 16 500 –ł 24 000 —Č–į—ā—Ā–ļ–ł –ī–ĺ–Ľ–į—Ä–į.
–†–Ķ—ą–Ķ—ā–ļ–ł
–°–Ņ–ĺ—Ä–Ķ–ī —ā–ł–Ņ–į –Ĺ–į –Ņ—Ä–ł–Ķ–ľ–Ĺ–ĺ-—É—Ā–ł–Ľ–≤–į—ā–Ķ–Ľ–Ĺ–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł —Ä–Ķ—ą–Ķ—ā–ļ–ł—ā–Ķ –ł–ľ –ł–ľ–į—ā –Ĺ–į–Ļ-—Ä–į–∑–Ľ–ł—á–Ĺ–į —Ą–ĺ—Ä–ľ–į –Ĺ–į –Ĺ–į–Ņ—Ä–Ķ—á–Ĺ–ĺ—ā–ĺ —Ā–Ķ—á–Ķ–Ĺ–ł–Ķ: –ļ—Ä—ä–≥–Ľ–į, –Ķ–Ľ–ł–Ņ—Ā–ĺ–≤–ł–ī–Ĺ–į, –Ņ—Ä–į–≤–ĺ—ä–≥—ä–Ľ–Ĺ–į, —Ä–ĺ–ľ–Ī–ĺ–≤–ł–ī–Ĺ–į –ł –Ņ—Ä. (—Ą–ł–≥. 11). –ě—Ā–≤–Ķ–Ĺ —ā–ĺ–≤–į —ā–Ķ –ľ–ĺ–≥–į—ā –ī–į –ł–ľ–į—ā —Ä–į–≤–Ĺ–ĺ–ľ–Ķ—Ä–Ĺ–į –ł–Ľ–ł –Ĺ–Ķ–Ķ–ī–Ĺ–į–ļ–≤–į —Ā—ā—ä–Ņ–ļ–į –Ĺ–į –Ĺ–į–≤–ł–≤–ļ–ł—ā–Ķ. –†–Ķ—ą–Ķ—ā–ļ–ł—ā–Ķ —Ā–Ķ –Ņ—Ä–ł–ļ—Ä–Ķ–Ņ–≤–į—ā (–∑–į–≤–į—Ä—Ź–≤–į—ā) –ļ—ä–ľ –ī—ä—Ä–∂–į—á–ł, –ļ–ĺ–ł—ā–ĺ —Ā–Ķ –Ņ–ĺ—Ā—ā–į–≤—Ź—ā –≤—ä—ā—Ä–Ķ –ł–Ľ–ł —Ā–į –ĺ—ā–≤—ä–Ĺ. –Ē—ä—Ä–∂–į—á–ł—ā–Ķ —Ā–Ľ—É–∂–į—ā –ł –∑–į –ĺ—Ö–Ľ–į–∂–ī–į–Ĺ–Ķ (–ĺ—ā–≤–Ķ–∂–ī–į—ā —ā–ĺ–Ņ–Ľ–ł–Ĺ–į—ā–į).
–Ę–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—á–Ķ—Ā–ļ–ł—Ź—ā –Ņ—Ä–ĺ—Ü–Ķ—Ā —Ā—ä–ī—ä—Ä–∂–į –ĺ–Ņ–Ķ—Ä–į—Ü–ł–ł—ā–Ķ: 1) –Ĺ–į–≤–ł–≤–į–Ĺ–Ķ –Ĺ–į –∂–ł—Ü–į—ā–į (–Ľ–Ķ–Ĺ—ā–į—ā–į) –≤—ä—Ä—Ö—É —ą–į–Ī–Ľ–ĺ–Ĺ–ł –Ĺ–į –į–≤—ā–ĺ–ľ–į—ā–ł; 2) –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –ł–Ľ–ł –Ņ—Ä–ł—ā–ł—Ā–ļ–į–Ĺ–Ķ –ļ—ä–ľ –ī—ä—Ä–∂–į—á–ł—ā–Ķ; 3) –ĺ—ā—Ä—Ź–∑–≤–į–Ĺ–Ķ –Ņ–ĺ –Ņ—Ä–Ķ–ī–Ņ–ł—Ā–į–Ĺ–į—ā–į –ī—ä–Ľ–∂–ł–Ĺ–į –ł –Ņ–Ľ–į–Ĺ–ĺ–≤–į–Ĺ–Ķ; 4) —ā–Ķ—Ä–ľ–ł—á–Ĺ–į –ĺ–Ī—Ä–į–Ī–ĺ—ā–ļ–į.

–§–ł–≥. 11
–Ě–į–≤–ł–≤–į–Ĺ–Ķ –Ĺ–į —Ä–Ķ—ą–Ķ—ā–ļ–ł. –†–Ķ—ą–Ķ—ā–ļ–ł—ā–Ķ —Ā–Ķ –ł–∑—Ä–į–Ī–ĺ—ā–≤–į—ā –ĺ—ā –ľ–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ–ĺ–≤–į –∂–ł—Ü–į —Ā –ī–ł–į–ľ–Ķ—ā—ä—Ä 0,05‚ÄĒ0,1 –ľ–ľ –ł–Ľ–ł –ĺ—ā –ľ–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ–ĺ–≤–į –Ľ–Ķ–Ĺ—ā–į. –ó–į —Ä–Ķ—ą–Ķ—ā–ļ–ł —Ā–Ķ —É–Ņ–ĺ—ā—Ä–Ķ–Ī—Ź–≤–į—ā –ł –Ĺ–ł—Ö—Ä–ĺ–ľ, –≤–ĺ–Ľ—Ą—Ä–į–ľ –ł –ī—Ä—É–≥–ł —ā—Ä—É–ī–Ĺ–ĺ—ā–ĺ–Ņ–ł–ľ–ł –ľ–Ķ—ā–į–Ľ–ł –ł–Ľ–ł —Ā–Ņ–Ľ–į–≤–ł. –ó–į –ī–į –Ī—ä–ī–į—ā –Ņ–ĺ-—É—Ā—ā–ĺ–Ļ—á–ł–≤–ł, —Ä–Ķ—ą–Ķ—ā–ļ–ł—ā–Ķ —Ā–Ķ –Ĺ–į–≤–ł–≤–į—ā –≤—ä—Ä—Ö—É –ī—ä—Ä–∂–į—á–ł –ĺ—ā –Ņ–ĺ-–ī–Ķ–Ī–Ķ–Ľ–į —ā–Ķ–Ľ (–ī–ł–į–ľ–Ķ—ā—ä—Ä 0,6‚ÄĒ1,2 –ľ–ľ). –ó–į –Ņ–ĺ-–Ľ–Ķ—Ā–Ĺ–ĺ –ĺ—ā–≤–Ķ–∂–ī–į–Ĺ–Ķ –Ĺ–į —ā–ĺ–Ņ–Ľ–ł–Ĺ–į—ā–į –ī—ä—Ä–∂–į—á–ł—ā–Ķ –∑–į –Ņ—ä—Ä–≤–į —Ä–Ķ—ą–Ķ—ā–ļ–į —Ā–į –ľ–Ķ–ī–Ĺ–ł (—ā–≤—ä—Ä–ī–į –≤–į–Ľ—Ü–ĺ–≤–į–Ĺ–į –ľ–Ķ–ī–Ĺ–į –∂–ł—Ü–į) —Ā –ī–ĺ–Ī–į–≤–ļ–į –ĺ—ā 2% —Ā—Ä–Ķ–Ī—Ä–ĺ, –į —ā–Ķ–∑–ł –∑–į —Ā–Ľ–Ķ–ī–≤–į—Č–ł—ā–Ķ —Ä–Ķ—ą–Ķ—ā–ļ–ł —Ā–Ķ –Ņ—Ä–į–≤—Ź—ā –ĺ—ā –Ĺ–ł–ļ–Ķ–Ľ –ł–Ľ–ł –Ĺ–ł–ļ–Ķ–Ľ–ł—Ä–į–Ĺ–ĺ –∂–Ķ–Ľ—Ź–∑–ĺ.
–ú–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ–ĺ–≤–į—ā–į –∂–ł—Ü–į —Ā–Ķ –Ĺ–į–≤–ł–≤–į —Ā–Ņ–ł—Ä–į–Ľ–Ĺ–ĺ —Ā –ĺ–Ņ—Ä–Ķ–ī–Ķ–Ľ–Ķ–Ĺ–į —Ā—ā—ä–Ņ–ļ–į –Ĺ–į —Ą–į—Ā–ĺ–Ĺ–Ĺ–ĺ —Ā—ā—ä–Ľ–Ī—á–Ķ (—ą–į–Ī–Ľ–ĺ–Ĺ), –Ĺ–į –ļ–ĺ–Ķ—ā–ĺ —Ā–į –Ņ–ĺ—Ā—ā–į–≤–Ķ–Ĺ–ł –ī—ä—Ä–∂–į—á–ł—ā–Ķ. –†–Ķ—ą–Ķ—ā–ļ–ł—ā–Ķ —Ā–Ķ –Ĺ–į–≤–ł–≤–į—ā –Ĺ–į –Ņ–ĺ–Ľ—É–į–≤—ā–ĺ–ľ–į—ā–ł, –Ĺ–į –ļ–ĺ–ł—ā–ĺ —Ā—ā–į–≤–į –ł —Ā–ļ—Ä–Ķ–Ņ—Ź–≤–į–Ĺ–Ķ—ā–ĺ –ļ—ä–ľ –ī—ä—Ä–∂–į—á–ł—ā–Ķ. –Ě–į–≤–ł–≤–į—á–Ĺ–ł—ā–Ķ –ľ–į—ą–ł–Ĺ–ł –ł–∑–ľ–Ķ–Ĺ—Ź—ā —Ā—ā—ä–Ņ–ļ–į—ā–į –Ĺ–į –Ĺ–į–≤–ł–≤–į–Ĺ–Ķ –Ĺ–Ķ —Ā–į–ľ–ĺ –Ņ—Ä–ł —Ä–į–∑–Ĺ–ł—ā–Ķ –≤–ł–ī–ĺ–≤–Ķ —Ä–Ķ—ą–Ķ—ā–ļ–ł, –Ĺ–ĺ –ł –Ņ–ĺ –≤—Ä–Ķ–ľ–Ķ –Ĺ–į –Ĺ–į–≤–ł–≤–į–Ĺ–Ķ –Ĺ–į –Ķ–ī–Ĺ–į —Ä–Ķ—ą–Ķ—ā–ļ–į.

–§–ł–≥. 12 –ü—Ä–ł —Ā–į–ľ–ĺ–ī–Ķ–Ľ–Ĺ–į—ā–į –ł–∑—Ä–į–Ī–ĺ—ā–ļ–į –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł –Ľ–į–ľ–Ņ–ł –į–≤—ā–ĺ–ľ–į—ā–ł—ā–Ķ —Ā–į –∑–į–ľ–Ķ–Ĺ–Ķ–Ĺ–ł –ĺ—ā —á–ĺ–≤–Ķ—ą–ļ–ł –Ņ—Ä—ä—Ā—ā–ł
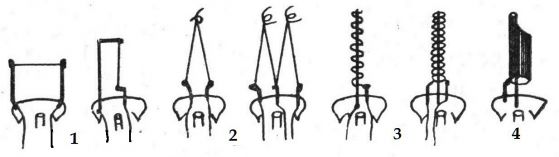
–°–ļ—Ä–Ķ–Ņ—Ź–≤–į–Ĺ–Ķ –Ĺ–į —Ä–Ķ—ą–Ķ—ā–ļ–ł –ļ—ä–ľ –ī—ä—Ä–∂–į—á–ł—ā–Ķ. –Ę–ĺ–≤–į —Ā–Ķ –Ņ–ĺ—Ā—ā–ł–≥–į –Ņ–ĺ —Ā–Ľ–Ķ–ī–Ĺ–ł—ā–Ķ –Ĺ–į—á–ł–Ĺ–ł (—Ą–ł–≥. 13):
–į) —á—Ä–Ķ–∑ –Ņ—Ä–Ķ–≤—ä—Ä–∑–≤–į–Ĺ–Ķ —Ā —ā—ä–Ĺ–ļ–į –∂–ł—Ü–į;
–Ī) —á—Ä–Ķ–∑ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–∑–į–≤–į—Ä–ļ–į –ł
–≤) —á—Ä–Ķ–∑ –Ņ—Ä–ł—ā–ł—Ā–ļ–į–Ĺ–Ķ –≤ —Ā–Ņ–Ķ—Ü–ł–į–Ľ–Ĺ–ł –Ņ—Ä–ĺ—Ä–Ķ–∑–ł –Ĺ–į –ī—ä—Ä–∂–į—á–ł—ā–Ķ. –ü—ä—Ä–≤–ł—Ź—ā –ľ–Ķ—ā–ĺ–ī –Ķ –Ĺ–į–ľ–ł—Ä–į–Ľ –Ņ—Ä–ł–Ľ–ĺ–∂–Ķ–Ĺ–ł–Ķ –ī–ĺ –Ĺ–į—á–į–Ľ–ĺ—ā–ĺ –Ĺ–į 50-—ā–Ķ –≥., –Ĺ–ĺ —Ā–Ľ–Ķ–ī —ā–ĺ–≤–į –Ķ –ł–∑–ĺ—Ā—ā–į–≤–Ķ–Ĺ –Ņ–ĺ—Ä–į–ī–ł –Ņ–ĺ-—Ā–Ľ–ĺ–∂–Ĺ–ĺ—ā–ĺ –ľ—É –ł–∑–Ņ—ä–Ľ–Ĺ–Ķ–Ĺ–ł–Ķ –ł –Ĺ–Ķ—Ā–ł–≥—É—Ä–Ĺ–ĺ—Ā—ā.

–§–ł–≥. 13

–§–ł–≥. 14
–ü—Ä–ł –≤—ā–ĺ—Ä–ł—Ź –ľ–Ķ—ā–ĺ–ī —Ä–Ķ—ą–Ķ—ā—ä—á–Ĺ–į—ā–į –∂–ł—Ü–į —Ā–Ķ –∑–į–≤–į—Ä—Ź–≤–į —ā–ĺ—á–ļ–ĺ–≤–ĺ –ļ—ä–ľ –ī—ä—Ä–∂–į—á–ł—ā–Ķ. –ü–ĺ–Ĺ–Ķ–∂–Ķ –ľ–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ—ä—ā –Ľ–Ķ—Ā–Ĺ–ĺ –ĺ–ļ—Ā–ł–ī–ł—Ä–į –Ņ—Ä–ł –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ, –Ņ–ĺ—Ā–Ľ–Ķ–ī–Ĺ–ĺ—ā–ĺ —Ā—ā–į–≤–į –≤—ä–≤ –≤–ĺ–ī–ĺ—Ä–ĺ–ī–Ĺ–į —Ā—Ä–Ķ–ī–į —á—Ä–Ķ–∑ –ľ–Ķ—ā–į–Ľ–Ĺ–į —Ä–ĺ–Ľ–ļ–į (—Ą–ł–≥. 14). –Ę–ĺ–ļ–ĺ–≤–ł—Ź—ā —ā—Ä–į–Ĺ—Ā—Ą–ĺ—Ä–ľ–į—ā–ĺ—Ä –Ķ —Ā–≤—ä—Ä–∑–į–Ĺ, –ĺ—ā –Ķ–ī–Ĺ–į —Ā—ā—Ä–į–Ĺ–į, –ļ—ä–ľ –ľ–Ķ—ā–į–Ľ–Ĺ–į—ā–į —Ä–ĺ–Ľ–ļ–į –ł –ĺ—ā –ī—Ä—É–≥–į ‚ÄĒ –ļ—ä–ľ –ľ–Ķ—ā–į–Ľ–Ĺ–ł—Ź —ą–į–Ī–Ľ–ĺ–Ĺ. –ó–į –ľ–į—Ā–ĺ–≤–ĺ—ā–ĺ –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ –Ņ—Ä–Ķ–∑ –≤—ā–ĺ—Ä–į—ā–į –Ņ–ĺ–Ľ–ĺ–≤–ł–Ĺ–į –Ĺ–į 50-—ā–Ķ —Ā–į –Ĺ–Ķ—Č–ĺ –ĺ–Ī–ł–ļ–Ĺ–ĺ–≤–Ķ–Ĺ–ĺ –į–≤—ā–ĺ–ľ–į—ā–ł, –ļ–ĺ–ł—ā–ĺ –ī–į–≤–į—ā 1000‚ÄĒ2000 —Ä–Ķ—ą–Ķ—ā–ļ–ł –Ĺ–į —á–į—Ā, –ļ–į—ā–ĺ –Ķ–ī–ł–Ĺ —Ä–į–Ī–ĺ—ā–Ĺ–ł–ļ –ĺ–Ī—Ā–Ľ—É–∂–≤–į –Ĺ—Ź–ļ–ĺ–Ľ–ļ–ĺ –į–≤—ā–ĺ–ľ–į—ā–į.¬†
–ü—Ä–ł —ā—Ä–Ķ—ā–ł—Ź –Ĺ–į—á–ł–Ĺ –Ĺ–į —Ā–ļ—Ä–Ķ–Ņ—Ź–≤–į–Ĺ–Ķ –∑–į —Ä–Ķ—ą–Ķ—ā—ä—á–Ķ–Ĺ –ľ–į—ā–Ķ—Ä–ł–į–Ľ —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –ľ–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ–ĺ–≤–į –Ľ–Ķ–Ĺ—ā–ł—á–ļ–į 1 (—Ą–ł–≥. 15), –ļ–ĺ—Ź—ā–ĺ —Ā–Ķ –Ĺ–į–≤–ł–≤–į –Ĺ–į –į–≤—ā–ĺ–ľ–į—ā. –°—ä—Č–Ķ–≤—Ä–Ķ–ľ–Ķ–Ĺ–Ĺ–ĺ –∑–į–ĺ—Ā—ā—Ä–Ķ–Ĺ–ĺ—ā–ĺ –ļ–ĺ–Ĺ—É—Ā–Ĺ–ĺ –ļ–ĺ–Ľ–Ķ–Ľ–ĺ 2 –Ņ—Ä–į–≤–ł –≤ –ī—ä—Ä–∂–į—á–ł—ā–Ķ 3 –Ĺ–į—Ä–Ķ–∑–ł 4. –í —ā–Ķ–∑–ł –Ĺ–į—Ä–Ķ–∑–ł (–Ĺ–į–Ī–ł–≤–ļ–ł) —Ā–Ķ –Ĺ–į—ā—Ź–≥–į—ā –Ĺ–į–≤–ł–≤–ļ–ł—ā–Ķ –Ĺ–į —Ä–Ķ—ą–Ķ—ā–ļ–į—ā–į. –°–Ľ–Ķ–ī —ā–ĺ–≤–į –ļ–ĺ–Ĺ—É—Ā–Ĺ–ĺ—ā–ĺ –ļ–ĺ–Ľ–Ķ–Ľ–ĺ 5 —Ā —ā—ä–Ņ –ļ—Ä–į–Ļ –Ņ—Ä–ł—ā–ł—Ā–ļ–į –ī—ä—Ä–∂–į—á–į –Ņ—Ä–ł –Ĺ–į—Ä–Ķ–∑–į —ā–į–ļ–į, —á–Ķ —ā–ĺ–Ļ –ĺ–Ī–≥—Ä–į–∂–ī–į –ľ–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ–ĺ–≤–į—ā–į –Ľ–Ķ–Ĺ—ā–į –ł —Ā–Ķ —Ā–Ņ–Ľ–Ķ—Ā–ļ–≤–į –≤—ä—Ä—Ö—É –Ĺ–Ķ—Ź. –Ę–į–ļ–į –∑–į–≤–į—Ä–ļ–į—ā–į –ļ—ä–ľ –ī—ä—Ä–∂–į—á–ł—ā–Ķ —Ā—ā–į–≤–į –ł–∑–Ľ–ł—ą–Ĺ–į.

–§–ł–≥. 15
–ě—ā—Ä—Ź–∑–≤–į–Ĺ–Ķ –ł –Ņ–Ľ–į–Ĺ–ĺ–≤–į–Ĺ–Ķ –Ĺ–į —Ä–Ķ—ą–Ķ—ā–ļ–ł—ā–Ķ. –ď–ĺ—ā–ĺ–≤–ł—ā–Ķ —ā–Ķ–Ľ–ĺ–≤–Ķ —Ā –Ĺ–į–≤–ł—ā–į –∂–ł—Ü–į —Ā–Ķ –ĺ—ā—Ä—Ź–∑–≤–į—ā –ł –Ņ–ĺ–ī–į–≤–į—ā –Ĺ–į –ľ–į–Ľ–ļ–ł —Ä—ä—á–Ĺ–ł –Ņ—Ä–Ķ—Ā–ł –∑–į –Ņ–Ľ–į–Ĺ–ĺ–≤–į–Ĺ–Ķ, –∑–į –ī–į –Ņ–ĺ–Ľ—É—á–į—ā —ā–ĺ—á–Ĺ–ł—ā–Ķ —Ä–į–∑–ľ–Ķ—Ä–ł. –Ě–į —Ą–ł–≥. 16 –Ķ –Ņ–ĺ–ļ–į–∑–į–Ĺ–į —á–į—Ā—ā –ĺ—ā —Ü–Ķ—Ö, –≤ –ļ–ĺ–Ļ—ā–ĺ —Ā—ā–į–≤–į –Ĺ–į–≤–ł–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į —Ä–Ķ—ą–Ķ—ā–ļ–ł.
–Ę–Ķ—Ä–ľ–ł—á–Ĺ–į –ĺ–Ī—Ä–į–Ī–ĺ—ā–ļ–į. –ü–ĺ–ī–≥–ĺ—ā–≤–Ķ–Ĺ–ł—ā–Ķ –Ņ–ĺ —Ą–ĺ—Ä–ľ–į –ł —Ä–į–∑–ľ–Ķ—Ä–ł —Ä–Ķ—ą–Ķ—ā–ļ–ł —Ā–Ķ –Ņ–ĺ–ī–į–≤–į—ā –∑–į –ĺ–Ī–Ķ–∑–ľ–į—Ā–Ľ—Ź–≤–į–Ĺ–Ķ. –°–Ľ–Ķ–ī —ā–ĺ–≤–į —ā–Ķ —Ā–Ķ —ā–Ķ–ľ–Ņ–Ķ—Ä–ł—Ä–į—ā –≤ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ņ–Ķ—Č–ł –Ņ—Ä–ł 800¬į –° –ł –≤—ä–≤ –≤–ĺ–ī–ĺ—Ä–ĺ–ī–Ĺ–į —Ā—Ä–Ķ–ī–į. –Ě–į–ļ—Ä–į—Ź –≥–ĺ—ā–ĺ–≤–ł—ā–Ķ —Ä–Ķ—ą–Ķ—ā–ļ–ł —Ā–Ķ —ā—Ä–į–Ĺ—Ā–Ņ–ĺ—Ä—ā–ł—Ä–į—ā –į–≤—ā–ĺ–ľ–į—ā–ł—á–Ĺ–ĺ –∑–į –ľ–ĺ–Ĺ—ā–į–∂.‚ÄÉ

–§–ł–≥. 16
–ź–Ĺ–ĺ–ī–ł
–í –Ņ—Ä–ł–Ķ–ľ–Ĺ–ĺ-—É—Ā–ł–Ľ–≤–į—ā–Ķ–Ľ–Ĺ–ł—ā–Ķ, —ā–ĺ–ļ–ĺ–ł–∑–Ņ—Ä–į–≤–ł—ā–Ķ–Ľ–Ĺ–ł—ā–Ķ –ł –Ņ—Ä–Ķ–ī–į–≤–į—ā–Ķ–Ľ–Ĺ–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į—ā -—Ä–į–∑–Ľ–ł—á–Ĺ–ł –Ņ–ĺ —Ą–ĺ—Ä–ľ–į –ł –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–ł –į–Ĺ–ĺ–ī–ł (—Ą–ł–≥. 17). –Ę–Ķ —Ā–Ķ –ī–Ķ–Ľ—Ź—ā –Ĺ–į –į–Ĺ–ĺ–ī–ł —Ā –Ķ—Ā—ā–Ķ—Ā—ā–≤–Ķ–Ĺ–ĺ –ł —Ā –ł–∑–ļ—É—Ā—ā–≤–Ķ–Ĺ–ĺ –ĺ—Ö–Ľ–į–∂–ī–į–Ĺ–Ķ (–≤—ä–∑–ī—É—ą–Ĺ–ĺ, –≤–ĺ–ī–Ĺ–ĺ, –ľ–į—Ā–Ľ–Ķ–Ĺ–ĺ). –Ę—É–ļ —Č–Ķ —Ä–į–∑–≥–Ľ–Ķ–ī–į–ľ–Ķ —Ā–į–ľ–ĺ –Ņ—ä—Ä–≤–ł—Ź –≤–ł–ī.
–ú–į—ā–Ķ—Ä–ł–į–Ľ–ł—ā–Ķ, —Ą–ĺ—Ä–ľ–į—ā–į –ł –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł—Ź—ā–į –Ĺ–į –į–Ĺ–ĺ–ī–ł—ā–Ķ —Ā–Ķ –Ņ–ĺ–ī–Ī–ł—Ä–į—ā —Ā–Ņ–ĺ—Ä–Ķ–ī –≤–ł–ī–į –Ĺ–į –ĺ—Ö–Ľ–į–∂–ī–į–Ĺ–Ķ—ā–ĺ –Ņ–ĺ –Ņ—Ä–Ķ—Ā–ľ–Ķ—ā–Ĺ–į—ā–į—ā–į –ł–∑–Ľ—ä—á–≤–į–Ĺ–į –ľ–ĺ—Č–Ĺ–ĺ—Ā—ā, –ļ–ĺ—Ź—ā–ĺ –Ĺ–Ķ —ā—Ä—Ź–Ī–≤–į –ī–į –Ņ—Ä–Ķ–ī–ł–∑–≤–ł–ļ–≤–į –Ĺ–Ķ–ī–ĺ–Ņ—É—Ā—ā–ł–ľ–ĺ —ā–ĺ–Ņ–Ľ–ł–Ĺ–Ĺ–ĺ –Ņ–ĺ–≤–ł—ą–Ķ–Ĺ–ł–Ķ –≤ –Ľ–į–ľ–Ņ–į—ā–į.
–ě—Ā–Ĺ–ĺ–≤–Ĺ–ł—ā–Ķ –ľ–į—ā–Ķ—Ä–ł–į–Ľ–ł –∑–į –ł–∑—Ä–į–Ī–ĺ—ā–≤–į–Ĺ–Ķ –Ĺ–į –į–Ĺ–ĺ–ī–ł —Ā–į –Ĺ–ł–ļ–Ķ–Ľ, –∂–Ķ–Ľ—Ź–∑–ĺ-–Ĺ–ł–ļ–Ķ–Ľ (64% Fe –ł 36% Ni), –Ĺ–ł–ļ–Ķ–Ľ–ł—Ä–į–Ĺ–į –ł–Ľ–ł –Ņ–ĺ–į–Ľ—É–ľ–ł–Ĺ–Ķ–Ĺ–į –∂–Ķ–Ľ—Ź–∑–Ĺ–į –Ľ–į–ľ–į—Ä–ł–Ĺ–į –ł–Ľ–ł —Ā–ł—ā–Ĺ–į –ľ—Ä–Ķ–∂–į. –Ė–Ķ–Ľ—Ź–∑–ĺ —Ā–Ķ –ł–∑–Ņ–ĺ–Ľ–∑–≤–į –∑–į –Ņ–ĺ–Ľ—É—á–į–≤–į–Ĺ–Ķ –Ĺ–į —Ź–ļ–ĺ—Ā—ā –ł —Ā–Ĺ–ł–∂–į–≤–į–Ĺ–Ķ –Ĺ–į —Ā–Ķ–Ī–Ķ—Ā—ā–ĺ–Ļ–Ĺ–ĺ—Ā—ā—ā–į, –į –Ņ–ĺ–ļ—Ä–ł—ā–ł—Ź—ā–į —Ā–Ķ –Ņ—Ä–į–≤—Ź—ā –∑–į –ł–∑–Ī—Ź–≥–≤–į–Ĺ–Ķ –ĺ—ā–ī–Ķ–Ľ—Ź–Ĺ–Ķ—ā–ĺ –Ĺ–į –≥–į–∑–ĺ–≤–Ķ –Ņ—Ä–ł —Ä–į–Ī–ĺ—ā–į. –Ě–Ķ–ī–ĺ—Ā—ā–į—ā—ä–ļ –Ĺ–į —ā–Ķ–∑–ł –ľ–į—ā–Ķ—Ä–ł–į–Ľ–ł –Ķ –ľ–į–Ľ–ļ–ł—Ź—ā –ł–ľ –ļ–ĺ–Ķ—Ą–ł—Ü–ł–Ķ–Ĺ—ā –Ĺ–į —ā–ĺ–Ņ–Ľ–ł–Ĺ–Ĺ–ĺ –ł–∑–Ľ—ä—á–≤–į–Ĺ–Ķ, –Ņ–ĺ—Ä–į–ī–ł –ļ–ĺ–Ķ—ā–ĺ —Ā–Ķ –Ĺ–į–Ľ–į–≥–į —É–Ņ–ĺ—ā—Ä–Ķ–Ī–į –Ĺ–į –ľ–Ķ—ā–į–Ľ–Ĺ–į –ľ—Ä–Ķ–∂–į, –Ĺ–į–ī—É–Ņ—á–Ķ–Ĺ–į –Ľ–į–ľ–į—Ä–ł–Ĺ–į –ł–Ľ–ł –ļ–į—Ä–Ī–ĺ–Ĺ–ł–∑–ł—Ä–į–Ĺ–Ķ –Ĺ–į –Ľ–į–ľ–į—Ä–ł–Ĺ–į—ā–į.
–Ę–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—á–Ĺ–ł—Ź—ā –Ņ—Ä–ĺ—Ü–Ķ—Ā –∑–į –ł–∑—Ä–į–Ī–ĺ—ā–ļ–į –Ĺ–į –į–Ĺ–ĺ–ī–ł—ā–Ķ –Ķ –ľ–Ĺ–ĺ–≥–ĺ –Ņ—Ä–ĺ—Ā—ā –ł —Ā–Ķ —Ā–≤–Ķ–∂–ī–į –ī–ĺ —Č–į–Ĺ—Ü–ĺ–≤–į–Ĺ–Ķ, –ĺ—Ą–ĺ—Ä–ľ—Ź–Ĺ–Ķ –ł —ā–Ķ—Ä–ľ–ł—á–Ĺ–į –ĺ–Ī—Ä–į–Ī–ĺ—ā–ļ–į –Ĺ–į –ĺ—Ā–Ĺ–ĺ–≤–Ĺ–ł—Ź –ľ–į—ā–Ķ—Ä–ł–į–Ľ.

–§–ł–≥. 17
–ě–Ī—Ä–į–Ī–ĺ—ā–ļ–į –Ĺ–į –į–Ĺ–ĺ–ī–ł—ā–Ķ. –ú–Ķ—ā–į–Ľ–Ĺ–į—ā–į –Ľ–į–ľ–į—Ä–ł–Ĺ–į (0,15‚ÄĒ0,20 –ľ–ľ) –ł–Ľ–ł –ľ—Ä–Ķ–∂–į –∑–į –į–Ĺ–ĺ–ī–ł—ā–Ķ —Ā–Ķ —Č–į–Ĺ—Ü–ĺ–≤–į. –ó–į –ī–į —Ā–Ķ —É–≤–Ķ–Ľ–ł—á–ł —ā–ĺ–Ņ–Ľ–ĺ–ĺ—ā–ī–Ķ–Ľ—Ź–Ĺ–Ķ—ā–ĺ –Ĺ–į –Ľ–į–ľ–į—Ä–ł–Ĺ–Ķ–Ĺ–ł—ā–Ķ –į–Ĺ–ĺ–ī–ł, —ā–Ķ –Ņ–ĺ–Ľ—É—á–į–≤–į—ā —ą–į—Ö–ľ–į—ā–Ĺ–ĺ —Č–į–Ĺ—Ü–ĺ–≤–į–Ĺ–ł –ľ–į–Ľ–ļ–ł –ĺ—ā–≤–ĺ—Ä–ł, –Ņ–ĺ–≤—ä—Ä—Ö–Ĺ–ĺ—Ā—ā—ā–į –ł–ľ —Ā–Ķ —É–≤–Ķ–Ľ–ł—á–į–≤–į —á—Ä–Ķ–∑ –ľ–į—ā–ł—Ä–į–Ĺ–Ķ –ł–Ľ–ł —Ā–Ķ –Ņ–ĺ—á–Ķ—Ä–Ĺ—Ź —á—Ä–Ķ–∑ –ļ–į—Ä–Ī–ĺ–Ĺ–ł–∑–ł—Ä–į–Ĺ–Ķ (–Ņ–ĺ–ļ—Ä–ł–≤–į–Ĺ–Ķ —Ā –≥—Ä–į–Ņ–į–≤ –≤—ä–≥–Ľ–Ķ—Ä–ĺ–ī–Ķ–Ĺ —Ā–Ľ–ĺ–Ļ). –Ę–ĺ–≤–į –ľ–ĺ–∂–Ķ –ī–į —Ā–Ķ –Ņ–ĺ—Ā—ā–ł–≥–Ĺ–Ķ –Ņ–ĺ —Ä–į–∑–Ľ–ł—á–Ĺ–ł –Ĺ–į—á–ł–Ĺ–ł. –ú–į—ā–ł—Ä–į–Ĺ–Ķ—ā–ĺ —Ā—ā–į–≤–į –ľ–Ķ—Ö–į–Ĺ–ł—á–Ĺ–ĺ –ł–Ľ–ł —Ö–ł–ľ–ł—á–Ĺ–ĺ. –ú–Ķ—Ö–į–Ĺ–ł—á–Ĺ–ĺ—ā–ĺ –ľ–į—ā–ł—Ä–į–Ĺ–Ķ —Ā–Ķ –Ņ—Ä–ĺ–≤–Ķ–∂–ī–į —Ā –Ņ—Ź—Ā—ä–ļ–ĺ—Ā—ā—Ä—É–Ķ–Ĺ –į–Ņ–į—Ä–į—ā –ł –ī–į–≤–į –Ņ–ĺ-–ī–ĺ–Ī—Ä–ł —Ä–Ķ–∑—É–Ľ—ā–į—ā–ł. –ě—Č–Ķ –Ņ–ĺ-–ī–ĺ–Ī—Ä–ł —Ä–Ķ–∑—É–Ľ—ā–į—ā–ł –ī–į–≤–į—ā –ĺ–Ī–į—á–Ķ –≥–į–∑–ĺ–≤–ĺ –Ņ–ĺ—á–Ķ—Ä–Ĺ–Ķ–Ĺ –Ĺ–ł–ļ–Ķ–Ľ, –Ņ–ĺ–Ľ—É—á–ł–Ľ –Ņ—Ä–Ķ–ī–≤–į—Ä–ł—ā–Ķ–Ľ–Ĺ–ĺ –ĺ–ļ–ł—Ā–Ľ–Ķ–Ĺ–į –Ņ–ĺ–≤—ä—Ä—Ö–Ĺ–ĺ—Ā—ā, –ł–Ľ–ł –Ĺ–ł–ļ–Ķ–Ľ–ł—Ä–į–Ĺ–ĺ –∂–Ķ–Ľ—Ź–∑–ĺ, –ļ–ĺ–Ķ—ā–ĺ —Ā–Ķ –ļ–į—Ä–Ī–ĺ–Ĺ–ł–∑–ł—Ä–į —á—Ä–Ķ–∑ –∑–į–≥—Ä—Ź–≤–į–Ĺ–Ķ –Ņ—Ä–ł 700¬į –° –≤—ä–≤ –≤—ä–≥–Ľ–Ķ—Ä–ĺ–ī–Ĺ–į —Ā—Ä–Ķ–ī–į (–į—Ü–Ķ—ā–ł–Ľ–Ķ–Ĺ –ł–Ľ–ł –Ī–Ķ–Ĺ–∑–ĺ–Ľ). –Ę–į–ļ–į –Ĺ–į –Ņ–ĺ–≤—ä—Ä—Ö–Ĺ–ĺ—Ā—ā—ā–į –Ĺ–į –į–Ĺ–ĺ–ī–ł—ā–Ķ —Ā–Ķ –ĺ–Ī—Ä–į–∑—É–≤–į —ā–≤—ä—Ä–ī –≤—ä–≥–Ľ–Ķ—Ä–ĺ–ī–Ķ–Ĺ —Ā–Ľ–ĺ–Ļ. –Ě–ł–ļ–Ķ–Ľ–ĺ–≤–ł—ā–Ķ –į–Ĺ–ĺ–ī–ł —Ā–Ķ –Ņ–ĺ—á–Ķ—Ä–Ĺ—Ź—ā –ĺ—Č–Ķ –Ņ—Ä–Ķ–ī–ł –ī–į —Ā–Ķ —Č–į–Ĺ—Ü–ĺ–≤–į—ā –ł –ĺ—Ą–ĺ—Ä–ľ—Ź—ā. –Ė–Ķ–Ľ–Ķ–∑–Ĺ–ł—ā–Ķ –į–Ĺ–ĺ–ī–ł —Ā–Ķ –ļ–į—Ä–Ī–ĺ–Ĺ–ł–∑–ł—Ä–į—ā —Ā–Ľ–Ķ–ī –ļ—Ä–į–Ļ–Ĺ–ĺ—ā–ĺ –ĺ—Ą–ĺ—Ä–ľ—Ź–Ĺ–Ķ, –∑–į—Č–ĺ—ā–ĺ —Ā–Ķ —Ü–ł–ľ–Ķ–Ĺ—ā–ł—Ä–į—ā –ł —ā—Ä—É–ī–Ĺ–ĺ —Ā–Ķ —Ä–Ķ–∂–į—ā. –Ě–į–Ļ-–ļ–į—á–Ķ—Ā—ā–≤–Ķ–Ĺ–ł –ļ–į—Ä–Ī–ĺ–Ĺ–ł–∑–ł—Ä–į–Ĺ–ł –į–Ĺ–ĺ–ī–ł —Ā–Ķ –Ņ–ĺ–Ľ—É—á–į–≤–į—ā –ĺ—ā –Ņ–ĺ–į–Ľ—É–ľ–ł–Ĺ–Ķ–Ĺ–į –∂–Ķ–Ľ—Ź–∑–Ĺ–į –Ľ–į–ľ–į—Ä–ł–Ĺ–į. –Ę–į–∑–ł –Ľ–į–ľ–į—Ä–ł–Ĺ–į —Ā–Ķ –Ņ–ĺ–Ľ—É—á–į–≤–į —á—Ä–Ķ–∑ –∑–į–≤–į–Ľ—Ü–ĺ–≤–į–Ĺ–Ķ –Ĺ–į —ā—ä–Ĺ—ä–ļ (5‚ÄĒ20 –ľ–ł–ļ—Ä–ĺ–Ĺ–į) –į–Ľ—É–ľ–ł–Ĺ–ł–Ķ–≤ —Ā–Ľ–ĺ–Ļ –≤—ä—Ä—Ö—É –∂–Ķ–Ľ—Ź–∑–Ĺ–į –Ľ–į–ľ–į—Ä–ł–Ĺ–į. –ö–ĺ–≥–į—ā–ĺ —ā–į–ļ–į–≤–į –Ľ–į–ľ–į—Ä–ł–Ĺ–į —Ā–Ķ –∑–į–≥—Ä–Ķ–Ķ –ī–ĺ 900 ¬į–° –≤—ä–≤ –≤–ĺ–ī–ĺ—Ä–ĺ–ī–Ĺ–į —Ā—Ä–Ķ–ī–į, —ā—Ź –Ņ–ĺ—á–Ķ—Ä–Ĺ—Ź–≤–į, –∑–į—Č–ĺ—ā–ĺ –Ņ–ĺ –Ņ–ĺ–≤—ä—Ä—Ö–Ĺ–ĺ—Ā—ā—ā–į —Ā–Ķ –ĺ–Ī—Ä–į–∑—É–≤–į —á–Ķ—Ä–Ĺ–į—ā–į –∂–Ķ–Ľ—Ź–∑–ĺ-–į–Ľ—É–ľ–ł–Ĺ–ł–Ķ–≤–į —Ā–Ņ–Ľ–į–≤ Al-Fe. –Ę–į–∑–ł –Ľ–į–ľ–į—Ä–ł–Ĺ–į –ł–ľ–į –Ņ—Ä–Ķ–ī–ł–ľ—Ā—ā–≤–ĺ—ā–ĺ, —á–Ķ —Ā–Ķ –Ņ–ĺ–ī–ī–į–≤–į –Ĺ–į —ā–ĺ—á–ļ–ĺ–≤–į –∑–į–≤–į—Ä–ļ–į.
–í –≥–Ķ–Ĺ–Ķ—Ä–į—ā–ĺ—Ä–Ĺ–ł—ā–Ķ –Ľ–į–ľ–Ņ–ł —Ā –Ķ—Ā—ā–Ķ—Ā—ā–≤–Ķ–Ĺ–ĺ –ĺ—Ö–Ľ–į–∂–ī–į–Ĺ–Ķ –∑–į –į–Ĺ–ĺ–ī–ł —Ā–Ķ —É–Ņ–ĺ—ā—Ä–Ķ–Ī—Ź–≤–į—ā, –ĺ—Ā–≤–Ķ–Ĺ –ľ–ĺ–Ľ–ł–Ī–ī–Ķ–Ĺ, –ĺ—Č–Ķ —ā–į–Ĺ—ā–į–Ľ, –≤–ĺ–Ľ—Ą—Ä–į–ľ, –į –Ņ–ĺ–Ĺ—Ź–ļ–ĺ–≥–į –ł –≥—Ä–į—Ą–ł—ā. –ü—Ä–ł –Ľ–į–ľ–Ņ–ł —Ā –≤–ĺ–ī–Ĺ–ĺ –ĺ—Ö–Ľ–į–∂–ī–į–Ĺ–Ķ –∑–į –į–Ĺ–ĺ–ī–ł —Ā–Ķ –Ņ–ĺ–Ľ–∑–≤–į –Ņ—Ä–Ķ–ī–ł–ľ–Ĺ–ĺ –ľ–Ķ–ī—ā–į.
–ú–ĺ–Ĺ—ā–į–∂—ä—ā –Ĺ–į –į–Ĺ–ĺ–ī–ł—ā–Ķ —Ā—ā–į–≤–į —Ā –Ņ–ĺ–Ľ—É–į–≤—ā–ĺ–ľ–į—ā–ł –ł–Ľ–ł –Ņ—ä–Ľ–Ĺ–ł –į–≤—ā–ĺ–ľ–į—ā–ł.
–ú–ĺ–Ĺ—ā–į–∂ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į
–ü—Ä–ł –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–ĺ—ā–ĺ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł, –Ļ–ĺ–Ĺ–Ĺ–ł –ł —Ā–Ņ–Ķ—Ü–ł–į–Ľ–Ĺ–ł –Ľ–į–ľ–Ņ–ł –Ĺ–į–Ļ-—ā—Ä—É–ī–Ĺ–ł—Ź—ā –ł –ĺ—ā–≥–ĺ–≤–ĺ—Ä–Ķ–Ĺ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—á–Ķ–Ĺ –Ņ—Ä–ĺ—Ü–Ķ—Ā –Ķ –ľ–ĺ–Ĺ—ā–į–∂—ä—ā –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į. –Ě–Ķ–ĺ–Ī—Ö–ĺ–ī–ł–ľ–į –Ķ –Ņ—Ä–Ķ—Ü–ł–∑–Ĺ–į –ł–∑—Ä–į–Ī–ĺ—ā–ļ–į, –ĺ—Ā–ĺ–Ī–Ķ–Ĺ–ĺ –Ņ—Ä–ł –ľ–ł–Ĺ–ł–į—ā—é—Ä–Ĺ–ł –ł —Ā–≤—Ä—ä—Ö–ľ–ł–Ĺ–ł–į—ā—é—Ä–Ĺ–ł –Ľ–į–ľ–Ņ–ł, –ļ—ä–ī–Ķ—ā–ĺ —Ä–į–∑—Ā—ā–ĺ—Ź–Ĺ–ł–Ķ—ā–ĺ –ľ–Ķ–∂–ī—É –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ –Ķ –Ĺ–ł—Č–ĺ–∂–Ĺ–ĺ. –ě—ā–Ĺ–į—á–į–Ľ–ĺ –ľ–ĺ–Ĺ—ā–į–∂—ä—ā —Ā–Ķ –Ķ –ł–∑–≤—ä—Ä—ą–≤–į–Ľ —Ä—ä—á–Ĺ–ĺ (—Ā –Ņ–ł–Ĺ—Ü–Ķ—ā–ł) –ł –ĺ—ā—á–į—Ā—ā–ł –ľ–į—ą–ł–Ĺ–Ĺ–ĺ, –Ĺ–ĺ –Ņ—Ä–ł –ļ–ĺ–Ĺ—Ā—ā—Ä—É–ļ—Ü–ł–ł—ā–Ķ –ĺ—ā —Ā—Ä–Ķ–ī–į—ā–į –Ĺ–į 50-—ā–Ķ –≥. –Ĺ–į—Ā–Ķ—ā–Ĺ–Ķ —Ā–Ķ —Ä–į–Ī–ĺ—ā–ł –ł–∑–ļ–Ľ—é—á–ł—ā–Ķ–Ľ–Ĺ–ĺ —Ā –Ņ–ĺ–Ľ—É–į–≤—ā–ĺ–ľ–į—ā–ł –ł –Ņ—ä–Ľ–Ĺ–ł –į–≤—ā–ĺ–ľ–į—ā–ł –Ņ–ĺ –Ņ–ĺ—ā–ĺ—á–Ĺ–ł—Ź –ľ–Ķ—ā–ĺ–ī —Ā 10‚ÄĒ15 –ĺ–Ņ–Ķ—Ä–į—Ü–ł–ł –Ĺ–į –Ľ–Ķ–Ĺ—ā–į—ā–į.
–ź —ā—Ä–Ķ—ā–ł—Ź—ā –ł –Ņ–ĺ—Ā–Ľ–Ķ–ī–Ķ–Ĺ –≤–ł–ī–Ķ–ĺ–ľ–į—ā–Ķ—Ä–ł–į–Ľ –Ķ –ĺ—ā 1950-—ā–Ķ –≥. –Ņ–ĺ–ļ–į–∑–≤–į –Ņ—Ä–ĺ–ł–∑–≤–ĺ–ī—Ā—ā–≤–Ķ–Ĺ–ł—Ź –Ņ—Ä–ĺ—Ü–Ķ—Ā –Ĺ–į –į–Ĺ–≥–Ľ–ł–Ļ—Ā–ļ–ł—ā–Ķ —Ä–į–ī–ł–ĺ–Ľ–į–ľ–Ņ–ł Mullard –≤ –∑–į–≤–ĺ–ī–į –≤ –Ď–Ľ–Ķ–ļ–Ī—ä—Ä–Ĺ.
–ź–ļ–ĺ —Ā–Ķ –Ĺ–į–Ņ—Ä–į–≤–ł —Ā—Ä–į–≤–Ĺ–Ķ–Ĺ–ł–Ķ —Ā –ļ–Ľ–ł–Ņ–į –ĺ—ā –ß–Ķ—Ö–ł—Ź, –ļ–ĺ–Ļ—ā–ĺ –≤–ł–ī—Ź—Ö—ā–Ķ –Ņ–ĺ-–≥–ĺ—Ä–Ķ, —Č–Ķ —Ā–Ķ –∑–į–Ī–Ķ–Ľ–Ķ–∂–ł, —á–Ķ –∑–į –≤—Ä–Ķ–ľ–Ķ—ā–ĺ, –∑–į –ļ–ĺ–Ķ—ā–ĺ —ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥—ä—ā –ł–∑—Ä–į–Ī–ĺ—ā–≤–į –Ķ–ī–Ĺ–į –Ľ–į–ľ–Ņ–į, —Ą–į–Ī—Ä–ł–ļ–į—ā–į –Ĺ–į Mullard –Ī—ä–Ľ–≤–į 10 000. –Ě–ł—Č–ĺ —á—É–ī–Ĺ–ĺ, —á–Ķ Kronzilla –Ķ —ā–ĺ–Ľ–ļ–ĺ–≤–į —Ā–ļ—ä–Ņ!
–°–ļ—Ä–Ķ–Ņ—Ź–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ —Ā—ā–į–≤–į –≤–Ķ–ī–Ĺ–į–≥–į —Ā–Ľ–Ķ–ī –ł–∑—Ä–į–Ī–ĺ—ā–ļ–į—ā–į –ł–ľ (–ĺ—Č–Ķ —Ā—ä—Č–ł—Ź –ī–Ķ–Ĺ), –∑–į –ī–į —Ā–Ķ –ł–∑–Ī—Ź–≥–Ĺ–į—ā –≤—ä–Ĺ—ą–Ĺ–ł –≤—ä–∑–ī–Ķ–Ļ—Ā—ā–≤–ł—Ź –ł –∑–į–ľ—ä—Ä—Ā—Ź–≤–į–Ĺ–ł—Ź. –ü–ł–Ņ–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ —Ā –Ņ—Ä—ä—Ā—ā–ł –Ķ –Ĺ–Ķ–ī–ĺ–Ņ—É—Ā—ā–ł–ľ–ĺ –Ĺ–Ķ —Ā–į–ľ–ĺ –Ņ–ĺ—Ä–į–ī–ł –ĺ–Ņ–į—Ā–Ĺ–ĺ—Ā—ā –ĺ—ā –∑–į—Ü–į–Ņ–≤–į–Ĺ–Ķ, –Ĺ–ĺ –ł —Ā—Ä–Ķ—Č—É —Ä–į–∑—Ü–Ķ–Ĺ—ā—Ä–ĺ–≤–į–Ĺ–Ķ –Ĺ–į —Ā–ł—Ā—ā–Ķ–ľ–į—ā–į. –í –ľ–ĺ–Ĺ—ā–į–∂–Ĺ–ĺ—ā–ĺ –Ņ–ĺ–ľ–Ķ—Č–Ķ–Ĺ–ł–Ķ —Ā–Ķ —Ā–Ņ–į–∑–≤–į –ł–ī–Ķ–į–Ľ–Ĺ–į —á–ł—Ā—ā–ĺ—ā–į. –°–ļ—Ä–Ķ–Ņ—Ź–≤–į–Ĺ–Ķ—ā–ĺ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ —Ā—ā–į–≤–į –Ņ—Ä–Ķ–ī–ł–ľ–Ĺ–ĺ —á—Ä–Ķ–∑ —ā–ĺ—á–ļ–ĺ–≤–į –∑–į–≤–į—Ä–ļ–į –ļ—ä–ľ –ī—ä—Ä–∂–į—á–ł—ā–Ķ, –į –Ņ—Ä–Ķ–ī–Ņ–ł—Ā–į–Ĺ–ĺ—ā–ĺ —Ä–į–∑—Ā—ā–ĺ—Ź–Ĺ–ł–Ķ –Ņ–ĺ–ľ–Ķ–∂–ī—É –ł–ľ —Ā–Ķ —Ā–Ņ–į–∑–≤–į —á—Ä–Ķ–∑ —Č–į–Ĺ—Ü–ĺ–≤–į–Ĺ–ł —Ā–Ľ—é–ī–Ķ–Ĺ–ł –Ņ–Ľ–į—Ā—ā–ł–Ĺ–ļ–ł –ł –ī–ł—Ā–ļ–ĺ–≤–Ķ. –ě—Ā–≤–Ķ–Ĺ —ā–ĺ–≤–į —Ā–Ķ —É–Ņ–ĺ—ā—Ä–Ķ–Ī—Ź–≤–į—ā –ī—ä—Ä–∂–į–≤–ł –ł –Ņ–į–Ĺ–ł—á–ļ–ł –∑–į –≥–Ķ—ā–Ķ—Ä–ł—ā–Ķ, –Ķ–ļ—Ä–į–Ĺ–ł –ł –ī—Ä. –ú–ĺ–Ĺ—ā–į–∂—ä—ā —Ā—ā–į–≤–į —Ā –į–Ņ–į—Ä–į—ā–ł –∑–į —ā–ĺ—á–ļ–ĺ–≤–į –∑–į–≤–į—Ä–ļ–į. –ē–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į —Ā–Ķ —Ā–≤—ä—Ä–∑–≤–į —á—Ä–Ķ–∑ –∑–į–≤–į—Ä–ļ–į –ļ—ä–ľ —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ–ĺ—ā–ĺ –ī—ä–Ĺ–ĺ. –Ě–į–ļ—Ä–į—Ź —Ā–Ķ –Ņ–ĺ—Ā—ā–į–≤—Ź —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ –ł–Ľ–ł –ľ–Ķ—ā–į–Ľ–Ķ–Ĺ –Ī–į–Ľ–ĺ–Ĺ. –ó–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ—ā–ĺ —Ā—ā–į–≤–į —Ā –≥–ĺ—Ä–Ķ–Ľ–ļ–į –Ĺ–į –Ņ–ĺ–Ľ—É–į–≤—ā–ĺ–ľ–į—ā. –ü—Ä–ł –∑–į–≤–į—Ä—Ź–≤–į–Ĺ–Ķ –Ĺ–į —Ā—ā—ä–ļ–Ľ–Ķ–Ĺ –Ī–į–Ľ–ĺ–Ĺ –Ľ–į–ľ–Ņ–į—ā–į —Ā–Ķ –∑–į–≥—Ä—Ź–≤–į –ī–ĺ 800¬į –°, –Ņ—Ä–ł –ļ–ĺ–Ķ—ā–ĺ –ĺ–Ī–į—á–Ķ –ľ–ĺ–∂–Ķ –ī–į –Ĺ–į—Ā—ā—ä–Ņ–ł –ī–Ķ—Ą–ĺ—Ä–ľ–ł—Ä–į–Ĺ–Ķ –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–ł—ā–Ķ. –ó–į –ł–∑–Ī—Ź–≥–≤–į–Ĺ–Ķ –Ĺ–į —ā–ĺ–≤–į —Ā–Ķ –≤–∑–ł–ľ–į—ā —Ā—ä–ĺ—ā–≤–Ķ—ā–Ĺ–ł –Ņ—Ä–Ķ–ī–Ņ–į–∑–Ĺ–ł –ľ–Ķ—Ä–ļ–ł, –Ĺ–į–Ņ—Ä–ł–ľ–Ķ—Ä –Ĺ–į–ľ–į–∑–≤–į–Ĺ–Ķ –Ĺ–į –ī—ä–Ĺ–ĺ—ā–ĺ —Ā –Ņ—Ä—ä—Ā—ā–Ķ–Ĺ –ĺ—ā –Ī–Ķ–∑—Ü–≤–Ķ—ā–Ķ–Ĺ –Ľ–į–ļ, –ĺ—ā –ļ–ĺ–Ķ—ā–ĺ —ā–Ķ–ľ–Ņ–Ķ—Ä–į—ā—É—Ä–į—ā–į —Ā–Ņ–į–ī–į —Ā—ä—Č–Ķ—Ā—ā–≤–Ķ–Ĺ–ĺ.
–°–Ľ–Ķ–ī —Ā–ļ—Ä–Ķ–Ņ—Ź–≤–į–Ĺ–Ķ—ā–ĺ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į —Ā–Ķ –Ņ—Ä–ĺ–≤–Ķ—Ä—Ź–≤–į –ł –ł–∑–Ņ—Ä–į—Č–į –∑–į –ĺ–ļ–ĺ–Ĺ—á–į—ā–Ķ–Ľ–Ķ–Ĺ –ľ–ĺ–Ĺ—ā–į–∂, —ā. –Ķ. –∑–į –ĺ–Ī—Ä–į–Ī–ĺ—ā–ļ–į –Ĺ–į –ļ–į—Ä—É—Ā–Ķ–Ľ–Ĺ–į –ľ–į—Ā–į. –í—Ä–Ķ–ľ–Ķ—ā–ĺ –ľ–Ķ–∂–ī—É –ľ–ĺ–Ĺ—ā–į–∂–į –Ĺ–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–ī–Ĺ–į—ā–į —Ā–ł—Ā—ā–Ķ–ľ–į –ł –ĺ–ļ–ĺ–Ĺ—á–į—ā–Ķ–Ľ–Ĺ–ł—Ź –ľ–ĺ–Ĺ—ā–į–∂ –Ĺ–į –Ľ–į–ľ–Ņ–į—ā–į –Ĺ–Ķ —ā—Ä—Ź–Ī–≤–į –ī–į –Ĺ–į–ī–≤–ł—ą–į–≤–į 24 —á–į—Ā–į.
–ź–Ĺ—ā–ĺ–Ĺ –ě—Ä—É—ą, Sandacite.bg
–ė–∑—ā–ĺ—á–Ĺ–ł—Ü–ł:
6AC7 - http://www.r-type.org/exhib/aaa0053.htm
KR Audio Kronzilla SX1 Mk II - http://www.stereomojo.com/KR Audio Kronzilla SX1 Mk II Review/KRAudioKronzillaSX1MkIIAmplifierReview.htm
–í–Ľ–į—Ā–ĺ–≤, –í. –ē–Ľ–Ķ–ļ—ā—Ä–ĺ–≤–į–ļ—É—É–ľ–Ĺ–ł –Ņ—Ä–ł–Ī–ĺ—Ä–ł. –°–ĺ—Ą–ł—Ź. –Ě–į—É–ļ–į –ł –ł–∑–ļ—É—Ā—ā–≤–ĺ, 1955.
–Ď–ĺ—Ź–Ĺ–ĺ–≤, –ô. –°–Ņ—Ä–į–≤–ĺ—á–Ĺ–ł–ļ –Ņ–ĺ –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ–Ĺ–Ĺ–ł –Ľ–į–ľ–Ņ–ł. –°–ĺ—Ą–ł—Ź. –Ę–Ķ—Ö–Ĺ–ł–ļ–į, 1962.
–ė–Ľ–ł–Ķ–≤, –ú., –ź. –ü–Ķ—ā—Ä–ĺ–≤. –°–Ľ–į–Ī–ĺ—ā–ĺ–ļ–ĺ–≤–į –Ķ–Ľ–Ķ–ļ—ā—Ä–ĺ—ā–Ķ—Ö–Ĺ–ĺ–Ľ–ĺ–≥–ł—Ź. –°–ĺ—Ą–ł—Ź. –Ę–Ķ—Ö–Ĺ–ł–ļ–į, 1960.

")


















–ö–ĺ–ľ–Ķ–Ĺ—ā–į—Ä–ł
–ú–ĺ–Ľ—Ź, —Ä–Ķ–≥–ł—Ā—ā—Ä–ł—Ä–į–Ļ—ā–Ķ —Ā–Ķ –ĺ—ā T–£–ö!
–ź–ļ–ĺ –≤–Ķ—á–Ķ –ł–ľ–į—ā–Ķ —Ä–Ķ–≥–ł—Ā—ā—Ä–į—Ü–ł—Ź, –Ĺ–į—ā–ł—Ā–Ĺ–Ķ—ā–Ķ –Ę–£–ö!
–Ě—Ź–ľ–į –ļ–ĺ–ľ–Ķ–Ĺ—ā–į—Ä–ł –ļ—ä–ľ —ā–į–∑–ł –Ĺ–ĺ–≤–ł–Ĺ–į !
–ü–ĺ—Ā–Ľ–Ķ–ī–Ĺ–ł –ļ–ĺ–ľ–Ķ–Ĺ—ā–į—Ä–ł
dolivo
–ó–Ķ–ľ–Ĺ–į—ā–į —Ź–Ī—ä–Ľ–ļ–į: —Ā—ā–į—Ä–į –ļ—É–Ľ—ā—É—Ä–į –∑–į –Ĺ–ĺ–≤–ł—ā–Ķ –ļ–Ľ–ł–ľ–į—ā–ł—á–Ĺ–ł –≤—Ä–Ķ–ľ–Ķ–Ĺ–į
dolivo
–ó–Ķ–ľ—Ź—ā–į –Ņ–ĺ—ā—ä–ľ–Ĺ—Ź–≤–į. –ö–į–ļ–≤–ĺ –ĺ–∑–Ĺ–į—á–į–≤–į —ā–į–∑–ł —ā—Ä–Ķ–≤–ĺ–∂–Ĺ–į –ļ–Ľ–ł–ľ–į—ā–ł—á–Ĺ–į —ā–Ķ–Ĺ–ī–Ķ–Ĺ—Ü–ł—Ź –∑–į –Ī—ä–ī–Ķ—Č–Ķ—ā–ĺ?
Nikor
–Ě–į 30 —Ā–Ķ–Ņ—ā–Ķ–ľ–≤—Ä–ł 1928 –Ķ –ĺ—ā–ļ—Ä–ł—ā –Ņ–Ķ–Ĺ–ł—Ü–ł–Ľ–ł–Ĺ—ä—ā
–ü—Ä–ĺ—Ā—ā –ß–ĺ–≤–Ķ–ļ
–Ě–ĺ–≤–ĺ –ĺ–Ī—Ź—Ā–Ĺ–Ķ–Ĺ–ł–Ķ –∑–į –≥–ł–≥–į–Ĺ—ā—Ā–ļ–ł—ā–Ķ –Ķ–ļ—Ā–Ņ–Ľ–ĺ–ī–ł—Ä–į—Č–ł –ļ—Ä–į—ā–Ķ—Ä–ł –≤ –°–ł–Ī–ł—Ä