
")
Въпреки че се чуват гласове за отживяването на това класическо упражнение, има още доста какво да се каже по темата. В тази статия са взети предвид само технологии, които не се нуждаят от значителни материални ресурси и са прости за реализиране. Процеса на производство на печатни платки може да се раздели на 5 етапа:
- - предварителна работа по заготовката (почистване на повърхността, обезмасляване)
- - нанасяне на защитно покритие
- - отстраняване на излишната мед от повърхността на платката
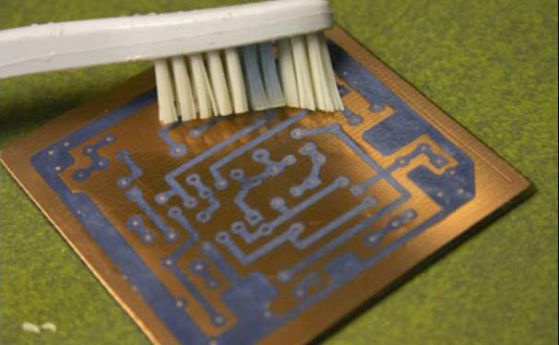
- - почистване на заготовката от защитното покритие
- - пробиване на отворите, покриване на платката с флюс, калайдисване
Във всички тези етапи практиката на хиляди хора е дала допълнения, частични разлики, рационализации и алтернативни предложения, тъй че не се страхувайте да експериментирате!
При производството на печатни платки в домашни условия е необходимо да се използват колкото може повече елементи за повърхностен монтаж, което в някои случаи позволява да се помести цялата схема на едната страна на платката. До момента не е изнамерена никаква реално осъществима в домашни условия технология за метализация на преходните отвори. Съществуват "компромисни" решения (тънък проводник, минаващ през отвора и запоен от двете страни, а също и най-"древният метод " – т.н. пистони – кухи нитове или втулки, които се развалцоват от двете страни). В идеалния случай платката трябва да е запълнена само от едната страна с използване на минимален брой електрически връзки.
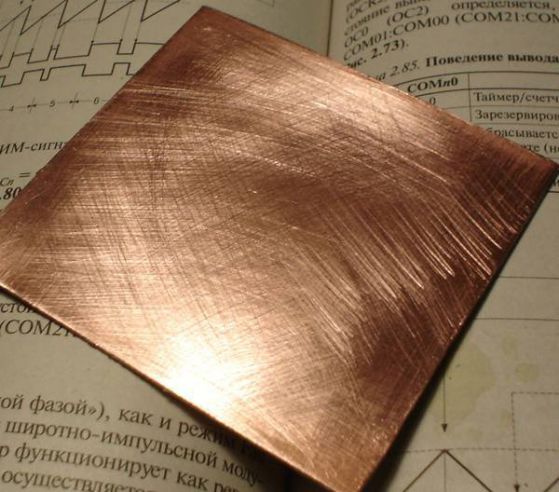
Предварителна работа по заготовката
В продължение на десетилетия този процес не е претърпял някакви особени промени. Той се заключава в отстраняване на окиси и замърсявания от повърхността чрез различни абразивни средства и последващо обезмасляване.
За премахване на големи замърсявания може да се използва фина шкурка или друго средство, което не оставя върху повърхността дълбоки наранявания и нарези. Понякота може просто да се измие повърхността с твърда абразивна гъба за миене на съдове – често такава гъба е залепена за парче дунапрен. Разбира се, при достатъчно чиста повърхност може въобще да се пропусне този eтап.
Ако на печатната платка се намира само дебел окисен слой, той може лесно да се отстрани, като платката се ецне за време от 3-5 секунди с железен трихлорид (FeCl3), разтворен във вода, а след това платката обилно се измие в течаща вода. Някои обаче смятат, че този разтвор много цапа, поради което препоръчват алтернативи. Но тези операции трябва да се извършат задължително непосредствено преди нанасянето на защитното покритие, или в най-лошия случай след това платката да се съхранява на тъмно място, тъй като на светлина медта много бързо се окислява.

Заключителният етап от работата върху основата е обезмасляването. За целта може да се използва парче мек плат, не оставящо влакна, напоено със спирт, бензин, ацетон или коресилин. Трябва да се обърне внимание на чистотата на повърхността след процеса, защото понякога в по-нискокачествения ацетон и спирт попадат примеси, които след изсъхване оставят по платката белезникави петна. Ако това се случи, платката трябва да се измие в течаща хладна вода. Успеха на почистването може да се наблюдава, когато се следи за водното покритие върху медната повърхност. Ако тя се покрие напълно с вода, без петна и процепи, тогава почистването е добре извършено. И обратно – ако на някои места водата не може да проникне, тогава платката трябва да се почисти отново.
След края на процедурата не пипайте с пръсти почистената заготовка!
Нанасяне на защитно покритие
Този процес определя почти 90 % от качеството и дълговечността на изработената платка. В момента са най-популярни три начина за нанасяне на защитно покритие, които ще изброим по ред на нарастване на качествения ефект.
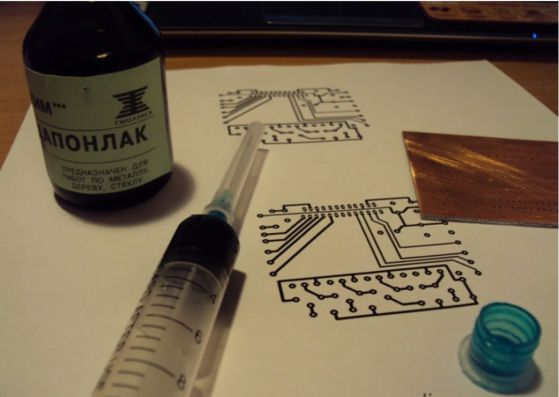
При ръчното нанасяне чертежът на печатната платка се пренася на стъклотекстолитовата плоскост с помощта на някакво пишещо средство. Продават се маркери, пишещи водонеразтворимо, които дават достатъчно траен защитен слой. За ръчна работа може да се използва рапидограф или друго пишещо средство с багрило. Може да се използва и спринцовка с тънка игла – напр. инсулинови спринцовки с диаметър на иглата 0,3-0,6 мм, отрязана до дължина 5-8 мм. Не трябва да се поставя игла, защото боята е най-добре да излиза само под действие на натиска. Вместо спринцовка може да се използва и тънка стъклена тръба, разтегната на огън до постигане на нужния диаметър. Особено внимание трябва да се обърне на обработката на края на тръбичката или иглата: при манипулацията те не трябва да драскат платката, защото може да се повредят вече боядисани участъци. Като боя може да се използва нитроцелулозен изолационен лак или разреден с разтворител битум. При това е необходимо консистенцията на багрилото да се подбере така че то свободно да излиза от края на тръбата, но да не се разтича и да образува съсиреци по платката. Този процес е много трудоемък и има смисъл да се практикува само когато става дума за бърза направа на неголяма платка в един екземпляр. Минималната ширина на проводяща писта (пътечка), която може да се постигне по такъв начин, е 0,5 мм.
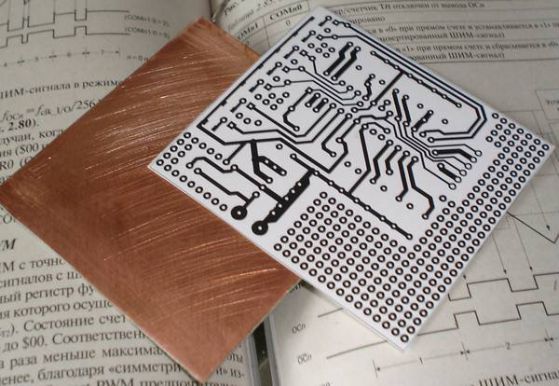
Друг начин е този с лазерния принтер и ютията, който е по-лесен и може да се прилага за малки количества платки. Основата се състои в пренасяне на тонера с някаква подложка върху печатна платка. Има два варианта на процеса според това каква подложка се използва: или тя се отстранява от платката след процедурата, непосредствено преди премахването на медните остатъци (ецване), или за подложка да се използва алуминиево фолио, защото то се премахва заедно с медта. Ако предпочитате подложката да не е фолиева, може да се използва гърба на плакат, факсова хартия или фотохартия за лазерни принтери – важното е хартията да е доброкачествена и да не позволява на тонера да "попие" в нея.
Но първият етап в работата е печат на огледално изображение на чертежа на печатната платка върху подложка. Параметрите на печат на принтера трябва да са на най-високо качество, защото така тонерният слой ще се нанесе с най-голяма дебелина. Когато използваме много тънка хартия или фолио, добра идея е да ги подлепим в периферията им към лист от по-дебела и плътна хартия. В идеалния случай принтерът трябва да има тракт за движение на хартията без прегъвания, предотвратяващ намачкването на така получения "сандвич" вътре в апарата. Най-добре е, ако принтерът може да печата на горната страна на хартията, пропускайки я през себе си хоризонтално (напр. като доказан ,,производител“ на печатни платки се е доказал HP LJ2100). На обратния полюс са принтерите на HP от сериите LJ 5L, 6L, 1100 – при тях процесът не завършва добре. Освен принтер може да се използва и копирна машина, което понякога дава дори по-добри резултати поради нанасянето на по-дебел слой тонер.
Основното изискване към подложката е лесното й отделяне от тонера. Освен това, ако се използва хартия, тя не трябва да оставя влакънца в тонера. Или след пренасянето на тонера върху платката подложката се сваля, или предварително се потапя във вода и сама се отделя (гланцова хартия). Пренасянето на тонера върху платка се изразява в налагане на подложката с нанесения вече тонер към предварително почистената платка и последващото нагряване с температура, малко по-висока от температурата на топене (втечняване) на тонера. Обикновено това се прави чрез притискане на подложката към платката с гореща ютия при изключена пара и максимална температура. С цел равномерно разпределение на топлината е препоръчително между ютията и подложката да има няколко слоя плътна хартия. Може да се спори върху най-доброто технологично време, през което трябва да въртите ютията, но във всеки случай то е между 1 и 2 минути. Критерият тук е един: тонерът трябва достатъчно да се разтопи, за да прилепне към повърхността на платката но в същото време да не се разтече дотолкова, че пистите да се размият. Хартията за лазерен принтер лесно се сваля, докато за обикновената хартия е необходимо преварително потапяне в гореща вода. Поради особеностите на лазерните принтери, в централните области на големи оцветени участъци тонерът се разпределя на по-тънък слой в процеса на принтиране, и поради това след снемане на подложката е добре да се ретушира платката ръчно. Като цяло след няколко "тренировки" тази технология позволява да се постигне ширина на пистите и радстояние между тях около 0,3 мм.

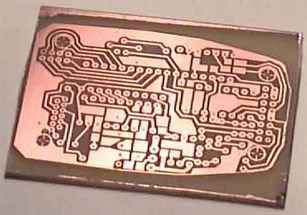
Печатът върху заготовката е завършена
Третият начин е нанасяне на фоторезист (фотолак). Това е твърд, но по-често течен материал, който изменя свойствата си под светлинно въздействие. Принципът е, че на платката с нанесения слой фотолак се налага печатният оригинал (фотошаблон). Всички фоторезисти се делят на позитивни и негативни. При позитивните на една писта от платката съответства черният участък от фотошаблона, а при негативните – прозрачният. Фоторезистният слой се осветява, а после осветените (или неосветени) участъци се измиват със специален разтворител – обикновено натриев хидроксид/основа NaOH. Тук ще се спрем по-подробно на употребата на позитивни фоорезисти.
Първият етап е подготовката на фотошаблона. В домашни условия той може да се направи, като чертежът на платката се отпечата посредством лазерен принтер на прозрачен филм. При това е необходимо да се внимава за плътността на черния цвят на фотошаблона, а затова е нужно в настройките на принтера да се зададе максимален контраст и качество на печат без никакви "икономични" настройки за пестене на тонера. Освен това някои по-добри копирни центрове или цехове, в които се прави ситопечат, предлагат печат върху филм и тогава резултатът е действително качествен.
След това на предварително подготвената и почистена повърхност на заготовката се нанася тънък слой фоторезист. Предполагаме, че сте си купили фотолак във флакон, напри. Positiv 20. Тогава нанасянето става чрез впръскване от разстояние около 20 см със стремеж към максимална равномерност. Освен това, добре е това да се прави във възможно най-малко прашно помещение, защото всяка попаднала частичка прах неминуемо остава на платката. Помещението не трябва да има пряка слънчева светлина, тъй като фотолакът е чувствителен предимно към УВ светлина.
Както и при други етапи на технологичния процес, така и тук има алтернативно предложение – да се използва сух лентов фоторезист. Той може да се нанесе чрез ламинатор, но тук тази технология не е разгледана, защото не всеки разполага с ламинатор вкъщи. Разбира се, такива се продават, но все пак това е донякъде отклонение от технологията на "домашната направа" на платки.
След това полученият свой фотолак трябва да се изсуши. Това става при температура 70-80 градуса Целзий, но първоначално платката трябва да се изсуши при по-ниска температура и тя плавно да се увеличава до посочената стойност. Когато това стане, платката нека се остави в това състояние около 20-30 минути. В краен случай (ако не разполагате с фурна) се допуска платката да остане на стайна температура в течение на 24 часа. Задължително е последващото съхранение на тъмно и прохладно място. След като заготовката изстине, може да се пристъпи към нанасяне на изображението от шаблона с печатния оригинал.
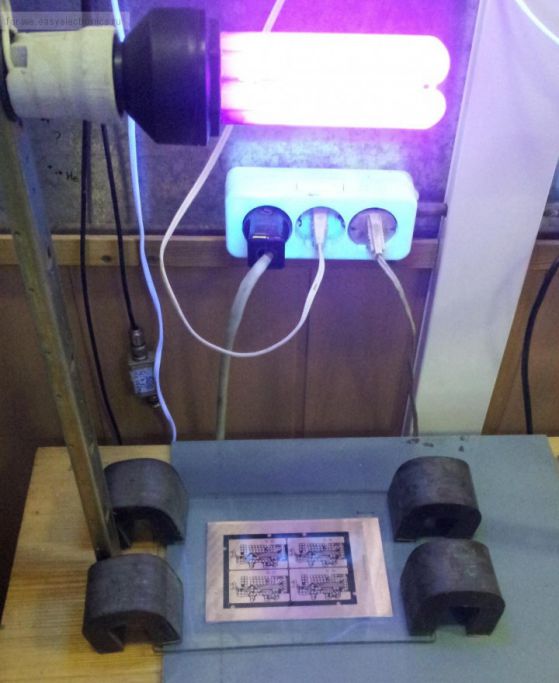
Следващият етап се нарича експонация и означава да се прехвърли шаблонът върху текстолитовата платка чрез осветяване. Това се прави с лице на страната с елементите към заготовката, като шаблонът се притиска с тънко стъкло и или парче плексиглас. Поради чувствителността на фотолака най-вече към УВ светлина, е желателно да се използва УВ лампа или в краен случай – мощна ксенонова такава. Времето за експонация зависи от вида и мощността на лампата, разстоянието й от платката, дебелината на фотолаковия слой, материалът на покритието над шаблона и се разбира най-добре чрез опит. Но дори при експонация на преки слънчеви лъчи то не е повече от 10 минути.
Проявяване е следващият етап – разтваряне на осветените области на платката. Това става с натриев хидроксид (NaOH) в съотношение 7 грама на литър вода. Най-добре е разтворът е да е прясно приготвен и с температура 20-25 градуса. Времето за проявяване зависи от дебелината на слоя фоторезист и е в периода между 30 секунди и 2 минути. След края на процеса може да се продължи с ецване в обичайните разтвори, защото фотолакът е устойчив към киселинно въздействие. При използване на качествени фотошаблони фоторезистната технология позволява да се получат пътеки с ширина до 0,15-0,2 мм.
Отстраняване на излишната мед
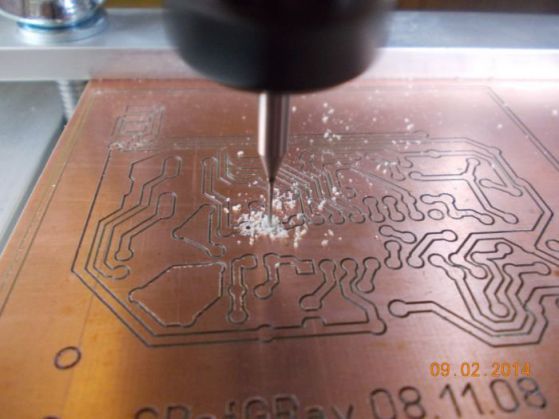
Ще разгледаме само метода, при който излишните медни остатъци по платката се отстраняват по химически път (ецване). Иначе освен това е възможно медта да се отстрани чрез фрезиране или използване на електроискрова обработка, но тези методи не са получили широко разпространение в промишлеността (макар производството на платки с фрезиране понякога да се прилага в случаи, когато е необходимо много бързо да се направят по-прости печатни платки в малки количества).
Всички химични състави за тази цел се различават по скорост на протичане на реакцията, отделящи се в резултат вещества, а също и по достъпността на необходимите за работа реактиви. По-долу е дадена информация за най-популярните разтвори за ецване.
Железен трихлорид FeCl3 – най-известният и популярен. Сух железен трихлорид се разтваря във вода, докато се получи наситен разтвор със златистожълт цвят (това е около две супени лъжици на чаша вода). С такъв разтвор процесът на ецване е между 10 и 16 минути – според концентрацията, температурата и консистенцията. Удачно е да се използва компресор за аквариум, който осигурява смесване на разтвора с въздушни мехурчета, която реакция се ускорява при загряване. След края на процеса е необходимо платката да се измие обилно с вода и желателно със сапун (за неутрализация на киселинните остатъци). Към недостатъците може да се отнесе образуването на нежелани остатъци, които се на платката и възпрепятстват нормалното протичане на процеса и ниската скорост на реакцията. Освен това, някои твърдят, че FeCl3 нанася поражения на непрекъснатостта на тонерното покритие, защото отчасти го разтваря.
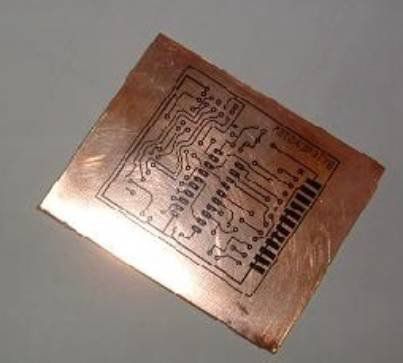
Добре ецната печатна платка без излишна мед
Амониевият персулфат (NH4)2S2O8 е светло кристално вещество, което се разтваря във вода в съотношение 35 г вещество на 65 г вода. С него ецването е около 10 минути и зависи от площта на медното покритие, което се подлага на обработка. За най-добра реакция разтворът трябва да има температура около 40 градуса Целзий и постоянно да се разбърква. След края платката трябва да се измие в течаща вода. Към недостатъците спада необходимостта от постоянен температурен режим и разбъркване.
Солна киселина и водороден прекис (диводороден пероксид, H2O2). За приготвяне на този разтвор е необходимо към 770 мл вода да се добавят 200 мл 35 % солна киселина и 30 мл 30 % H2O2. Готовият разтвор трябва да се съхранява в тъмна бутилка, но незатворена херметически, тъй като при разлагането на прекиса се отделя газ. При работа с него трябва да се съблюдават всички правила за работа с разяждащи химични вещества. Времето за реакция зависи от разбъркването и температурата на разтвора и е около 5-10 минути при добре разбъркван свеж разтвор на стайна температура. Разтворът не трябва да се нагрява над 50 градуса. След ецването платката трябва да се измие с течаща вода, а разтворът да се възстанови с добавяне на H2O2. Оценката за нужното количество разтвор се прави визуално: натопената в разтвор медна платка трябва да променя цвета си от червен в кафяв. Образуването на мехурчета в разтвора е показател за излишък от водороден прекис, което води към забавяне процеса по ецване. Недостатък на този метод е необходимостта от стриктно съблюдаване на всички мерки за безопасност.
Премахване на защитното покритие, отвори, флюс, калайдисване
Платката може да се почисти от защитното покритие с някакъв органичен разтворител, напр. ацетон.
А сега да пробием отворите. Това може да се направи с дрелка с добре заострена бургия при максимални обороти на електродвигателя. Ако при нанасяне на защитното покритие в центъра на контактните площадки не е било оставено свободно място, трябва предварително да се отбележат местата на отворите (това може да се направи с малко шило). Усилието при натиска не трябва да бъде прекалено голямо, за да не се образуват от другата страна големи издутини. Обикновените дрелки не са подходящи за пробиване на печатни платки, тъй като (първо) са нискооборотни, и (второ), са прекалено тежки, кото затруднява регулирането на усилието при натиск. Но компромисен вариант е употребата на стойка за бормашина/дрелка. След пробиването трябва да се премахнат всички издатини и чеплъци, а това може да се направи с шкурка.
После платката трябва да се покрие с флюс. За това е най-добре да се използват фабрично произведени флюсове (подлежащи на измиване с вода или въобще ненуждаещи се от измиване) или платката да се покрие с разтворен в спирт колофон. Калайдисването може да се извърши по два начина: платката да се потопи в съд с разтопен припой или да се извърши "разходка" с поялника по всички писти. Стопилката е добре да бъде покрита отгоре със слой глицерин, за да се избегне окисляването на припоя, а за нагряване на ваничката може да се използва електрически котлон. След това платката се почиства от излишните остатъци с ракел от твърда гума.
В тази статия са засегнати най-удобните за в домашни условия технологии за направа на печатни платки. Те позволяват достигане на минимална ширина на проводящата писта 0,2-0,3 мм. Разбира се, производството на платки в домашни условия се практикува обикновено от любители и винаги може да се явят предложения за нови технологии в областта или усъвършенстване на досегашните.
Антон Оруш, Sandacite.bg – http://www.sandacite.bg
Източници:
Easy Printed Circuit Board Fabrication Using Laser Printer Toner Transfer - http://fullnet.com/~tomg/gooteepc.htm
Making PCB at Home - http://embedindia.blogspot.bg/p/making-pcb-at-home.html
Как сделать плату в домашних условиях - http://micpic.ru/articles/120-kak-sdelat-platu-v-domashnikh-usloviyakh.html















Коментари
Моля, регистрирайте се от TУК!
Ако вече имате регистрация, натиснете ТУК!
29.11 2015 в 14:10
За изключително бързо правене на прототип е идеално. Заедно с ецването - 30 минути работа (без чертането, разбира се) и не ти трябва нищо друго освен принтер, железен трихлорид (или друг проявител) и ютия.
Единственото е, че е малко по-трудоемко.
А един колега изнамери една китайска фирма, която за 10 долара ти правят 12 двуслойни платки 5х5 см (дебелина от 0.8 до 1.6 вкл), че и с метализирани дупки, солдър маска и бял печат. И пристигат до тук за около 7-10 дни след поръчката.
29.11 2015 в 11:45
Най-лесно се нанася с пръсти :) Залепва се върху добре почистената медна повърхност и се притиска хубаво с пръсти и внимателно с нокти.
Мъчих се 2 седмици с ламинатора докато разбера че с ламинатор просто не става....
28.11 2015 в 15:35
Последни коментари
Прост Човек
Колко бързо става квантовото вплитане? Учени го изследват в атосекунден мащаб
Прост Човек
Колко бързо става квантовото вплитане? Учени го изследват в атосекунден мащаб
Прост Човек
Последната теорема на Стивън Хокинг преобръща времето и причинността
Прост Човек
Разрязването на фотон на две създава безкраен рояк от частици
zlatkov
Учени сканират 74 милиона радиосигнала от междузвезден обект за признаци на извънземни технологии
Джендо Джедев
За срещата на Земята с Халеевата комета през 1910 г. някои са пили "противокометни хапчета"
dolivo
Чифтосали ли са се Хомо еректус и денисовците? Зъбните протеини намекват за древни срещи